



Несоответствие технологии обработки производственным требованиям серьезно влияет на производственные операции. Вы рискуете снизить пропускную способность, чрезмерный износ инструментов и напрасные капитальные затраты. Руководители производства и технические закупщики сталкиваются с определенными проблемами при переходе от ручных операций. Вы должны оценивать оборудование для конкретной геометрии деталей, масштабировать объемы производства и соблюдать строгие стандарты допусков. Выбор неправильного станка снижает качество деталей и эффективность работы в цехе.
Мы проводим тщательное техническое сравнение фрезерных и токарных платформ. Понимание фундаментальных различий в кинематике, инструментах и требованиях к настройке создает четкую основу для закупок. Это помогает планировать процессы, оптимизирует автоматизацию рабочих процессов и гарантирует, что вы внедрите правильную технологию для достижения конкретных производственных результатов. Анализируя отпечатки деталей и объемы производства, вы можете подобрать точную архитектуру машины в соответствии с вашими ежедневными эксплуатационными потребностями.
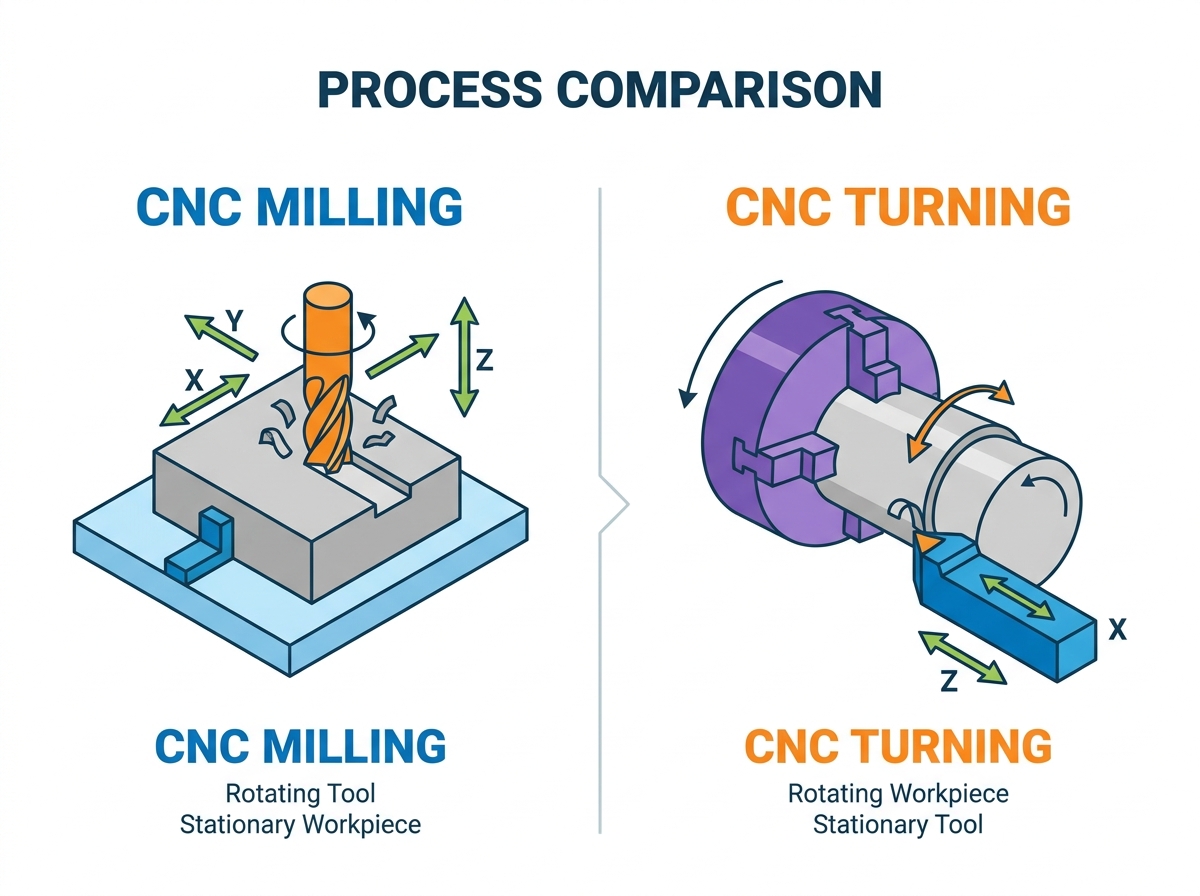
Кинематическая разница: фрезерный станок с ЧПУ использует вращающиеся режущие инструменты против неподвижной (или многоосной) заготовки, тогда как токарный станок с ЧПУ вращает заготовку против неподвижных режущих инструментов.
Геометрическая пригодность: Фрезерование предназначено для призматических, плоских и сложных неправильных 3D-форм; токарная обработка оптимизирована для цилиндрических, конических и симметричных профилей.
Стоимость и сложность: фрезерование обычно требует более высоких первоначальных капитальных затрат и более сложного программирования CAM, в то время как токарные станки обеспечивают более быстрое время цикла для круглых деталей при более низком входном барьере.
Скачок в автоматизации: переход от ручного фрезерования или обработки к конфигурациям с ЧПУ значительно сокращает затраты времени и количество брака, вызванного человеческими ошибками, одновременно увеличивая точность размеров.
Гибридные альтернативы. Передовое производство часто заполняет пробел с токарно-фрезерными центрами (токарные станки с приводным инструментом), что требует детальной оценки рентабельности инвестиций перед покупкой.
Определение базовой механики: принципы работы
Фрезерный станок с ЧПУ: вращающиеся инструменты, стационарная заготовка
А Фрезерный станок с ЧПУ работает по фундаментальному принципу: режущий инструмент вращается, а заготовка остается неподвижной. Шпиндель станка удерживает инструмент и приводит его в движение на высоких скоростях. В стандартных конфигурациях используются три линейные оси. Ось X перемещается влево и вправо, ось Y перемещается вперед и назад, а ось Z перемещается вверх и вниз. В современных 4- и 5-осевых станках используются поворотные оси (A, B или C) для управления ориентацией заготовки во время цикла резки.
Крепление заготовки имеет решающее значение при фрезерных операциях. Вы закрепляете сырье на станине машины с помощью прецизионных тисков, ступенчатых зажимов или изготовленных по индивидуальному заказу крепежных пластин. Эта жесткая установка предотвращает вибрацию и обеспечивает точность размеров. Стандартные операции фрезерования включают торцевое фрезерование для создания плоских поверхностей, профильное фрезерование для наружных контуров, сверление для точного изготовления отверстий и обработку карманов для выдалбливания внутренних полостей. Например, при обработке блока из алюминия 6061 оператор может использовать 3-дюймовую торцевую фрезу, чтобы выровнять верхнюю поверхность, а затем использовать цельную твердосплавную концевую фрезу 1/2 дюйма для черновой обработки глубокого кармана.
Чтобы выполнить успешную настройку фрезерования, операторы обычно выполняют следующие шаги:
Очистите стол станка и губки тисков, чтобы удалить всю стружку и мусор.
Укажите неподвижную губку тисков, чтобы убедиться, что она идеально параллельна перемещению оси X.
Закрепите сырье в тисках, используя параллели, чтобы поднять материал на нужную высоту.
Загрузите необходимые режущие инструменты в магазин автоматической смены инструмента (АТС).
Прикоснитесь к каждому инструменту, чтобы установить корректировки длины инструмента в системе управления станком.
Используйте прибор для поиска кромок или щуп шпинделя, чтобы найти точки отсчета X и Y на заготовке.
Запустите программу в покадровом режиме с меньшими быстрыми корректировками для безопасной проверки траектории инструмента.
Токарный станок с ЧПУ: вращающаяся заготовка, стационарные инструменты
А Токарный станок с ЧПУ меняет кинематическую зависимость. Машина закрепляет сырье в патроне или цанге, прикрепленной к главному шпинделю. Шпиндель вращает пруток или заготовку с высокой скоростью вращения в минуту (об/мин). Режущие инструменты остаются неподвижными и крепятся к жесткой револьверной головке.
Башня движется по двум основным осям. Ось Z перемещается параллельно вращающейся заготовке, а ось X перемещается перпендикулярно для контроля глубины резания. Это движение формирует внешнюю или внутреннюю часть вращающейся части. Стандартные операции токарной обработки включают торцевание торца детали под прямым углом, точение для уменьшения наружного диаметра, нарезание канавок для вырезания каналов, нарезание резьбы для крепежных деталей и расточку для увеличения внутренних отверстий. При точении стального вала 4140 непрерывное зацепление твердосплавной пластины эффективно срезает материал, образуя длинную непрерывную стружку, если скорость подачи и глубина резания оптимизированы.
Геометрия детали и производственные возможности
Когда выбирать фрезерный станок с ЧПУ
Вы указываете фрезерный центр, когда геометрия детали требует разнонаправленного удаления материала. Критерии успеха включают детали, требующие асимметричных элементов, плоских плоских поверхностей или смещенных от центра отверстий. Фрезерование отлично подходит для создания сложных неправильных 3D-контуров. Типичные области применения включают кронштейны для аэрокосмической отрасли, полости для литьевых форм, блоки автомобильных двигателей и сложные медицинские имплантаты. Вращающийся инструмент может приближаться к материалу практически под любым углом при 5-осевой установке.
Однако фрезерование имеет определенные ограничения. Он крайне неэффективен для изготовления идеально круглых, длинных цилиндрических деталей. Создание цилиндра на фрезерном станке требует круговой интерполяции. Этот процесс основан на одновременном движении осей X и Y, которое не может соответствовать присущей ему округлости, создаваемой шпинделем вращающегося токарного станка. Время наладки также увеличивается при попытке обработки цилиндрических профилей на фрезерном станке, поскольку для доступа к нескольким сторонам цилиндра часто требуются специальные мягкие губки или поворотный индексатор с 4-й осью.
Когда выбирать токарный станок с ЧПУ
Вы указываете центр токарной обработки для компонентов, требующих вращательной симметрии. Критериями успеха являются детали, требующие строгой концентричности, конической формы, точной резьбы или однородных симметричных профилей. Токарные станки доминируют в производстве валов, нестандартных втулок, резьбовых соединений, гидравлических поршней и выравнивающих штифтов. Постоянное взаимодействие режущего инструмента с вращающимся материалом обеспечивает превосходное качество поверхности круглых деталей.
Стандартные двухосные токарные станки сталкиваются с серьезными ограничениями из-за нецилиндрических особенностей. Они не могут обрабатывать плоские плоскости, смещенные от центра элементы или неправильные профили. Изготовление шестигранной головки на точеном валу требует передачи детали на фрезерный центр для вторичных операций, что увеличивает время обработки и создает риски укладки допусков. Операторы должны тщательно указать деталь в тисках фрезерного станка, чтобы гарантировать, что шестигранник идеально совмещен с диаметром обточки.
Размеры оценки: сопоставление машины с производственными результатами
Точность, допуски и качество поверхности
Точность во многом зависит от жесткости станка и динамики резания. При фрезеровании необходимо учитывать риски отклонения длинных и тонких режущих инструментов. Высокие силы резания могут оттолкнуть концевую фрезу от материала, что поставит под угрозу точность размеров. С этим можно бороться, используя более короткие державки инструмента, уменьшая глубину резания или выполняя последний проход пружины для очистки размера. И наоборот, токарные операции сталкиваются с риском отклонения детали. Длинные и тонкие валы могут отклоняться от режущего инструмента, если их не поддерживает задняя бабка или люнет.
Концентричность на токарном станке по своей сути превосходна, поскольку деталь вращается вокруг фиксированной осевой линии. Достижение истинной круглости является естественным побочным продуктом процесса токарной обработки. Между тем, высококлассные фрезерные центры превосходно справляются с жесткими позиционными допусками для сложных многоплоскостных деталей. Жесткость машинного литья и высококачественные линейные направляющие определяют окончательную обработку поверхности в обоих процессах. Тяжелое чугунное основание гасит вибрации, позволяя режущей кромке аккуратно резать материал, а не дребезжать по поверхности.
Объем производства и продолжительность цикла
Объем производства диктует выбор машины. Токарный станок, оснащенный автоматическим устройством подачи прутка, обеспечивает огромные преимущества в производительности при непрерывном крупносерийном производстве. Машина автоматически извлекает свежую заготовку, отделяет готовую деталь и начинает следующий цикл без вмешательства оператора. Эта установка доминирует в крупносерийном производстве цилиндрических компонентов, позволяя цехам работать в ночное время.
Продолжительность цикла фрезерования зависит от различных реалий. Вы должны учитывать несколько смен инструмента, более низкие скорости подачи для сложной трехмерной геометрии и ручную загрузку деталей. Однако вы можете автоматизировать фрезерные центры, используя пулы поддонов. Системы поддонов позволяют операторам загружать сырье вне машины, пока шпиндель режет другую деталь. Эта автоматизация подходит для крупносерийного производства с малыми объемами, обеспечивая вращение шпинделя, в то время как оператор выполняет настройку в автономном режиме.
Совместимость материалов и износ инструментов
Срок службы инструмента значительно различается в зависимости от двух процессов из-за взаимодействия резания. Фрезерование основано на прерывистом резании. Режущие кромки концевой фрезы неоднократно входят в материал и выходят из него. Этот термический и механический удар ускоряет износ инструмента, особенно при обработке твердых сплавов, таких как инконель или титан. При токарной обработке используется непрерывное резание. Пластина остается в постоянном контакте с материалом, обеспечивая стабильную тепловую среду и продлевая срок службы инструмента.
Подача СОЖ и эвакуация стружки также различаются. Токарные станки естественным образом сбрасывают стружку вниз на конвейер под действием силы тяжести. При фрезеровании стружка часто попадает в глубокие карманы. Вы должны использовать подачу СОЖ под высоким давлением через шпиндель или сильные потоки воздуха для удаления стружки и предотвращения повторной резки, которая быстро разрушает концевые фрезы. Повторная резка закаленной стружки приводит к образованию микростружк на твердосплавной режущей кромке, что приводит к преждевременному выходу инструмента из строя и ухудшению качества поверхности.
| Функция | Фрезерные операции | Токарные операции |
|---|---|---|
| Типы инструментов | Концевые фрезы, торцевые фрезы, сверла, метчики | Токарные пластины, расточные оправки, канавочный инструмент |
| Эвакуация стружки | Требуется охлаждающая жидкость под высоким давлением или продувка воздухом. | Под действием силы тяжести падает в поддон для стружки |
| Сложность настройки | Высокий (перемещение, индикация, множественные смещения) | Низкая (кулачки патрона, цанги, одиночная база) |
| Потенциал автоматизации | Устройство смены поддонов, роботизированная загрузка | Питатели прутка, уловители деталей, портальные погрузчики |
Факторы, влияющие на стоимость, и инвестиционные соображения
Первоначальные капитальные затраты (CapEx)
Оценка капитальных затрат требует сравнения конфигураций машин. Базовая стоимость стандартного 3-осевого фрезерного станка обычно отличается от стоимости стандартного 2-осевого токарного станка. Токарные станки часто представляют собой более низкий барьер для входа в производство основных цилиндрических деталей. Им требуется меньше осей движения и более простые системы управления. Базовый двухосевой токарный станок может сразу же приступить к обработке штифтов и втулок с минимальной настройкой.
Инвестиции быстро растут по мере увеличения сложности. Модернизация фрезерного центра с 5 осями предполагает использование сложных поворотных столов, усовершенствованной кинематики и высококачественного программного обеспечения управления. Аналогичным образом, добавление к токарному станку многошпиндельных конфигураций или возможностей приводного инструмента значительно увеличивает первоначальные инвестиции. Вы должны согласовать возможности машины непосредственно со сложностью вашей конкретной детали, чтобы оправдать затраты. Покупка 5-осевого станка для сверления простых отверстий приводит к потере капитала, который можно было бы использовать в другом месте.
Затраты на оснащение, техническое обслуживание и эксплуатацию (OpEx)
Эксплуатационные расходы различаются в зависимости от требований к инструментам. Для фрезерования требуется обширный запас державок для инструментов, различных концевых фрез, торцевых фрез, сверлильных патронов и нестандартных крепежных компонентов. Вам придется часто заменять цельные твердосплавные концевые фрезы. Токарные операции выполняются с использованием стандартных токарных пластин и универсальных кулачков. Твердосплавные пластины, как правило, более экономичны и быстрее индексируются, чем замена целых концевых фрез. Когда кромка пластины затупляется, оператор просто ослабляет винт, поворачивает пластину к новой кромке и возобновляет резку.
Регулярное техническое обслуживание влияет на долгосрочные затраты. Фрезерные центры требуют регулярной проверки дышла шпинделя, выравнивания устройства смены инструмента и пополнения смазки направляющих. Токарные станки требуют проверки центровки револьверной головки, смазки патрона и калибровки задней бабки. Обе платформы требуют тщательного профилактического обслуживания для поддержания точности и предотвращения катастрофических отказов шпинделя. Например, игнорирование смазки патрона на токарном станке снижает силу захвата, что может привести к вылету тяжелой заготовки во время цикла точения на высоких оборотах.
Требования к площади и помещениям
Требования к объекту диктуют размещение машины. Мощные фрезерные центры требуют значительной площади. Необходимо учитывать площадь станка, баки для охлаждающей жидкости, конвейеры для стружки и двери доступа оператора. Крупные портальные станы требуют специализированных железобетонных фундаментов для сохранения геометрической устойчивости при больших нагрузках резания. Фундамент должен изолировать машину от внешних вибраций, вызванных нахождением поблизости вилочных погрузчиков или штамповочных прессов.
Токарные центры обычно имеют более компактную площадь. Линейная конструкция токарного станка хорошо вписывается в ячеистую схему производства. Однако добавление 12-футового устройства подачи прутка резко увеличивает требуемую площадь. Перед установкой необходимо оценить требования к электропитанию, подачу сжатого воздуха и жесткость фундамента для обоих типов машин. Убедитесь, что ваш цеховой воздушный компрессор способен справиться с постоянными потребностями в CFM, связанными с продувкой воздухом и пневматикой для смены инструмента.
Реалии реализации и риски внедрения
Переход от ручной обработки к автоматизации с ЧПУ
Переход от ручного оборудования к конфигурациям с ЧПУ меняет производственные возможности. Ручная обработка полностью зависит от навыков оператора, что приводит к различиям между деталями и высокому проценту брака. Автоматизация с ЧПУ исключает необходимость вмешательства человека-оператора. Станок выполняет одну и ту же траекторию в каждом цикле. Это приводит к экспоненциальному увеличению повторяемости от партии к партии и значительно сокращает время цикла.
Окупаемость инвестиций достигается за счет увеличения времени безотказной работы шпинделя. Станок с ЧПУ режет материал быстрее, использует оптимизированную скорость подачи и выполняет быструю смену инструмента. Вы можете управлять несколькими машинами одновременно с меньшим количеством операторов, максимизируя эффективность труда и увеличивая общую производительность предприятия. Оператор может загрузить необработанную заготовку в стан, запустить цикл прессования, а затем подойти к станку для проверки готовых точеных деталей.
Уровень квалификации оператора и сложность программирования
Кривая обучения различается в зависимости от платформы. Написание G-кода для стандартного 2-осевого токарного станка, как правило, несложно. Программист управляет только координатами X и Z. Многие операторы программируют простые токарные детали непосредственно на панели управления станком, используя диалоговое программирование. Они вводят диаметр исходного материала, окончательные размеры, и система управления автоматически генерирует траекторию инструмента.
Фрезерование существенно усложняет программирование. Многоосное фрезерование требует продвинутого владения программным обеспечением автоматизированного производства (CAM). Программист должен управлять зазорами инструмента, сложными смещениями детали и многоплоскостными траекториями инструмента. Эта сложность увеличивает риск катастрофических сбоев машин из-за ошибки программиста. Вы должны инвестировать в тщательное обучение и программное обеспечение для моделирования, чтобы снизить эти риски. Проверка G-кода в среде моделирования предотвращает быстрое перемещение шпинделя непосредственно в тиски.
Время установки и проблемы с установкой
Эффективность установки влияет на ежедневные производственные графики. Токарные станки обеспечивают быстрое время настройки. Вы просто растачиваете набор мягких губок или меняете цангу, загружаете инструменты в револьверную головку и устанавливаете корректоры инструмента. Стандартизированный зажим трехкулачкового патрона упрощает переналадку различных цилиндрических деталей. Квалифицированный оператор может переключить токарный станок с обработки 1-дюймовых алюминиевых штифтов на 2-дюймовые стальные валы менее чем за тридцать минут.
Фрезерные установки по своей сути требуют много времени. Вы должны перемещать тиски, чтобы они были идеально перпендикулярны шпинделю. Сложные детали часто требуют создания специальных приспособлений, указания нескольких базовых точек и установки нескольких рабочих смещений. В условиях фрезерования с большим количеством смеси требуются системы зажима с нулевой точкой, чтобы сократить чрезмерное время наладки. Системы нулевой точки позволяют операторам за секунды заменять целые крепежные пластины, сохраняя повторяемость на микронном уровне без повторной индикации детали.
Снижение рисков: оценка гибридных токарно-фрезерных центров
Передовое производство часто использует гибридную технологию для снижения рисков при обращении. Токарные станки с ЧПУ, оснащенные приводным инструментом и возможностью работы по оси Y, действуют как мостовая технология. Эти фрезерно-токарные центры могут выполнять фрезерные операции, такие как резка лысок или сверление смещенных от центра отверстий на токарной детали, не снимая ее с патрона.
Вы должны оценить, оправдана ли повышенная стоимость токарно-фрезерного станка. Если ваши детали требуют как токарной, так и фрезерной обработки, перемещение их между двумя отдельными станками приводит к накоплению допусков и увеличению затрат на рабочую силу. Токарно-фрезерный центр отбрасывает готовую деталь за одну операцию, обеспечивая идеальную концентричность и выравнивание элементов. Это устраняет необходимость во вспомогательных фрезерных приспособлениях и уменьшает общий объем незавершенного производства в цехе.
Заключение
Проведите аудит текущих отпечатков деталей, чтобы рассчитать точное соотношение цилиндрических элементов и плоских призматических геометрий.
Оцените площадь вашего цеха и емкость фундамента, чтобы определить, сможете ли вы разместить большой портальный станок или токарный станок с 12-футовым устройством подачи прутка.
Запросите физические испытания и подробные временные исследования у производителей станков, использующих ваши самые трудные сплавы.
Оцените свои текущие возможности программирования и инвестируйте в углубленное обучение CAM при переходе на многоосное фрезерование.
Внедряйте системы фиксации детали в нулевой точке сразу после установки нового фрезерного центра, чтобы минимизировать время наладки и максимизировать использование шпинделя.
Часто задаваемые вопросы
Вопрос: Может ли фрезерный станок с ЧПУ выполнять работу токарного станка?
О: Да, с помощью круговой интерполяции или резьбофрезерования. Однако он намного медленнее и менее эффективен для обработки цилиндрических деталей большого объема по сравнению со специализированным токарным центром.
Вопрос: Что дороже в эксплуатации: токарный станок с ЧПУ или фрезерный?
Ответ: Фрезы, как правило, имеют более высокие эксплуатационные расходы из-за сложных требований к инструментам, дорогих цельных твердосплавных концевых фрез, необходимости в специальных приспособлениях и более длительного времени наладки по сравнению со стандартными токарными операциями.
Вопрос: В чем разница в обучении фрезерованию и токарной обработке?
О: Токарную обработку обычно проще программировать и настраивать, используя базовые 2-осные координаты. Многоосное фрезерование требует продвинутого владения программным обеспечением CAM, более глубокого пространственного понимания и сложного управления траекторией инструмента.
Вопрос: Нужен ли мне 5-осевой фрезерный станок с ЧПУ или стандартный токарный станок для сложных деталей?
О: Это полностью зависит от геометрии. 5-осевой фрезерный станок предназначен для обработки сложных призматических 3D-деталей. Если деталь в основном круглая со смещенными от центра отверстиями или лысками, токарный станок с приводным инструментом будет гораздо более эффективным.
Вопрос: Как соотносится время наладки фрезерных и токарных станков с ЧПУ?
Ответ: Токарные станки обычно обеспечивают более быстрое время настройки благодаря стандартизированным зажимам, таким как патроны и цанги. Фрезерным станкам часто требуются тиски для перемещения, маркировки деталей, изготовления индивидуальных приспособлений и установки нескольких смещений детали.
В: Что такое токарно-фрезерный станок и когда он оправдан?
Ответ: Токарно-фрезерный станок — это гибрид, сочетающий в себе шпиндель токарного станка с возможностями фрезерования в реальном времени. Это оправдано, когда детали требуют обеих операций и перемещение их между двумя станками приводит к накоплению допусков или чрезмерным затратам на обработку.
Вопрос: Чем ручные токарные и фрезерные станки отличаются от версий с ЧПУ по точности?
Ответ: Версии с ЧПУ исключают ручную регулировку шкалы, люфты, связанные с человеческим фактором, и физическую усталость оператора. Они обеспечивают повторяемость на микронном уровне, значительно сокращают время цикла и позволяют обрабатывать сложные контуры, которые невозможно выполнить вручную.
Похожие статьи
-
 Уважаемые клиенты и деловые партнеры! В целях строгого соблюдения национальных законов и правил экспортного контроля, а также выполнения международных обязательств, гарантируя, что наши экспортируемые фрезерные станки с ЧПУ и токарные станки с ЧПУ полностью законны и соответствуют требованиям, мы настоящим уведомляем вас о соответствующих политикахНовости компании
Уважаемые клиенты и деловые партнеры! В целях строгого соблюдения национальных законов и правил экспортного контроля, а также выполнения международных обязательств, гарантируя, что наши экспортируемые фрезерные станки с ЧПУ и токарные станки с ЧПУ полностью законны и соответствуют требованиям, мы настоящим уведомляем вас о соответствующих политикахНовости компании -
 Понимание того, какой станок лучше всего подходит для обработки какого материала, может помочь обрабатывающим предприятиям и станкостроительным предприятиям сделать оптимальный выбор. В этой статье представлены материалы, которые наиболее эффективно обрабатываются на фрезерных станках с ЧПУ, токарных станках с ЧПУ и обрабатывающих центрах с ЧПУ.Новости машиностроительной отрасли с ЧПУ
Понимание того, какой станок лучше всего подходит для обработки какого материала, может помочь обрабатывающим предприятиям и станкостроительным предприятиям сделать оптимальный выбор. В этой статье представлены материалы, которые наиболее эффективно обрабатываются на фрезерных станках с ЧПУ, токарных станках с ЧПУ и обрабатывающих центрах с ЧПУ.Новости машиностроительной отрасли с ЧПУ -
 Сравните фрезерную обработку с ЧПУ и токарную обработку. Изучите различия в кинематике, геометрии, стоимости и автоматизации, чтобы выбрать подходящую машину для вашего производства.Новости о продуктах
Сравните фрезерную обработку с ЧПУ и токарную обработку. Изучите различия в кинематике, геометрии, стоимости и автоматизации, чтобы выбрать подходящую машину для вашего производства.Новости о продуктах





