



عدم هماهنگی فناوری ماشینکاری با الزامات تولید به شدت بر عملیات تولید تأثیر می گذارد. شما در معرض خطر خروجی تنگنا، سایش بیش از حد ابزار و هزینه های سرمایه ای هدر خواهید بود. مدیران تولید و خریداران فنی هنگام انتقال از عملیات دستی با چالشهای متمایز مواجه میشوند. شما باید تجهیزات را برای هندسه قطعات خاص، حجم تولید مقیاس، و استانداردهای تحمل سختگیرانه را ارزیابی کنید. انتخاب ماشین ابزار نادرست کیفیت قطعه و کارایی عملیاتی را در سطح مغازه به خطر می اندازد.
ما یک مقایسه دقیق و فنی بین سکوهای فرز و تراشکاری ارائه می دهیم. درک تفاوتهای اساسی در سینماتیک، ابزارآلات و الزامات راهاندازی، چارچوب روشنی را برای تدارکات ایجاد میکند. این برنامهریزی فرآیند را راهنمایی میکند، اتوماسیون گردش کار را بهینه میکند، و اطمینان میدهد که شما از فناوری مناسب برای نتایج تولید خاص خود استفاده میکنید. با تجزیه و تحلیل چاپ قطعات و حجم تولید، می توانید معماری دقیق ماشین را با نیازهای عملیاتی روزانه خود مطابقت دهید.
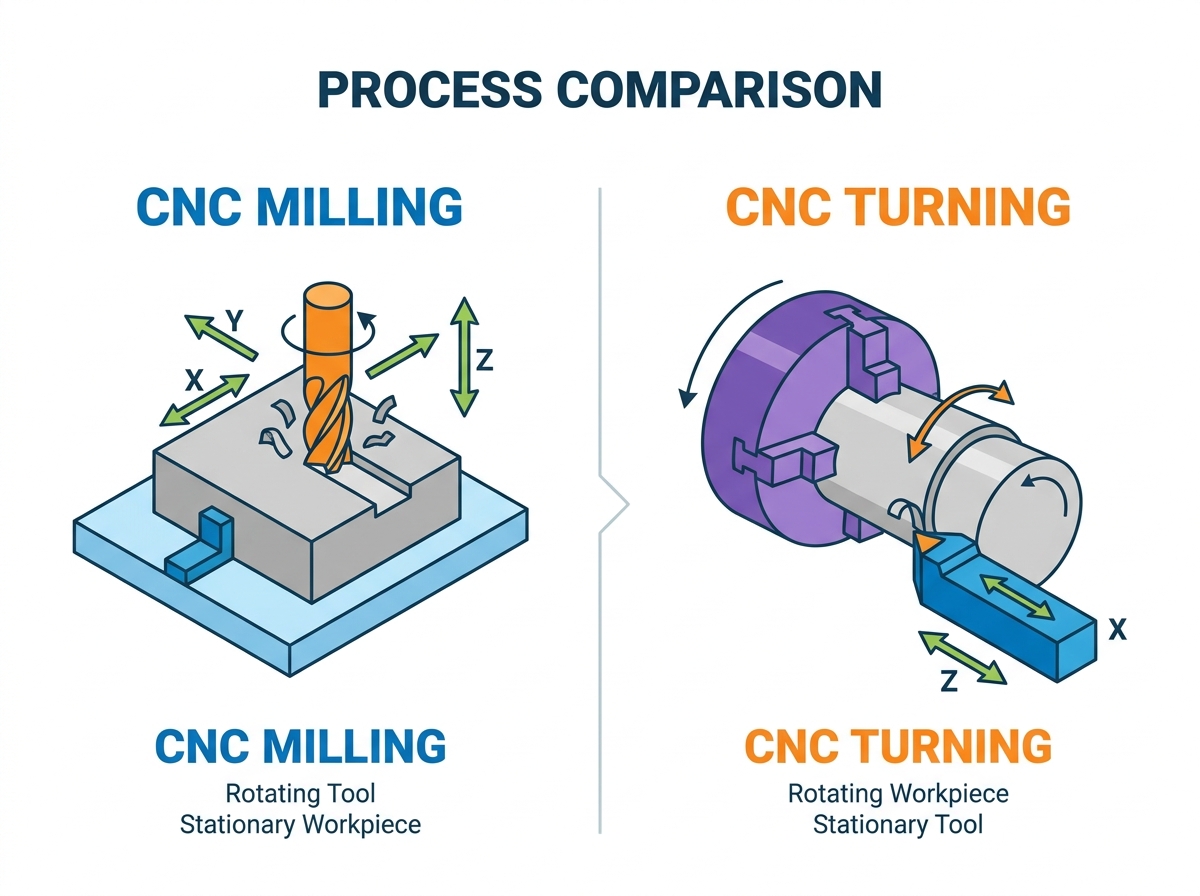
تفاوت سینماتیکی: یک ماشین فرز CNC از ابزارهای برش دوار در برابر یک قطعه کار ثابت (یا با موقعیت چند محوره) استفاده می کند، در حالی که یک ماشین تراش CNC قطعه کار را در برابر ابزارهای برش ثابت می چرخاند.
تناسب هندسی: فرز برای اشکال سه بعدی منشوری، مسطح و پیچیده مهندسی شده است. تراشکاری برای پروفیل های استوانه ای، مخروطی و متقارن بهینه شده است.
هزینه و پیچیدگی: فرزکاری عموماً به هزینه سرمایه اولیه بالاتر و برنامهریزی CAM پیچیدهتر نیاز دارد، در حالی که ماشینهای تراش چرخه سریعتری را برای قطعات گرد با مانع کمتری برای ورود ارائه میدهند.
جهش اتوماسیون: حرکت از فرز دستی یا تبدیل به پیکربندی های CNC به طور چشمگیری مصرف زمان و ضایعات ناشی از خطای انسانی را کاهش می دهد و در عین حال دقت ابعاد را مقیاس بندی می کند.
جایگزین های ترکیبی: تولید پیشرفته اغلب شکاف را با مراکز چرخش آسیاب (تراش با ابزار زنده) پر می کند، که نیاز به ارزیابی ROI ظریف قبل از خرید دارد.
تعریف مکانیک هسته: اصول عملیاتی
ماشین فرز CNC: ابزارهای دوار، قطعه کار ثابت
الف ماشین فرز CNC بر اساس یک اصل اساسی کار می کند: ابزار برش در حالی که قطعه کار ثابت می ماند می چرخد. دوک ماشین ابزار را نگه می دارد و آن را با سرعت بالا به حرکت در می آورد. پیکربندی های استاندارد از سه محور خطی استفاده می کنند. محور X به چپ و راست حرکت می کند، محور Y به جلو و عقب و محور Z به سمت بالا و پایین حرکت می کند. ماشینهای پیشرفته ۴ محوره و ۵ محوره، محورهای چرخشی (A، B، یا C) را برای دستکاری جهت قطعه کار در طول چرخه برش معرفی میکنند.
کار در عملیات آسیاب بسیار مهم است. شما مواد خام را با استفاده از گیره های دقیق، گیره های پله ای یا صفحات ثابت ماشینکاری سفارشی روی بستر دستگاه محکم می کنید. این تنظیم سفت و سخت از لرزش جلوگیری می کند و دقت ابعاد را تضمین می کند. عملیات فرز استاندارد شامل آسیاب صورت برای ایجاد سطوح مسطح، فرز پروفیل برای خطوط بیرونی، حفاری برای ایجاد سوراخ دقیق، و سوراخ کردن برای خالی کردن حفره های داخلی است. برای مثال، هنگام ماشینکاری یک بلوک آلومینیومی 6061، اپراتور ممکن است قبل از انداختن در آسیاب انتهایی کاربید جامد 1/2 اینچی برای ایجاد یک جیب عمیق، از آسیاب صورت 3 اینچی برای مربع کردن سطح بالایی استفاده کند.
برای اجرای موفقیت آمیز راه اندازی فرز، اپراتورها معمولاً این مراحل را دنبال می کنند:
میز دستگاه و فک های گیره را تمیز کنید تا همه تراشه ها و زباله ها از بین بروند.
فک گیره ثابت را نشان دهید تا مطمئن شوید که کاملاً موازی با حرکت محور X است.
استاک خام را در گیره محکم کنید، با استفاده از موازی ها، مواد را به ارتفاع مناسب ببرید.
ابزارهای برش مورد نیاز را در مجله تعویض خودکار ابزار (ATC) قرار دهید.
هر ابزار را برای تعیین فاصلههای طول ابزار در کنترل ماشین لمس کنید.
از یک یاب یاب یا کاوشگر دوک برای تعیین مکان مبدا X و Y روی قطعه کار استفاده کنید.
برای بررسی ایمن مسیر ابزار، برنامه را در حالت تک بلوکی با کاهش سریع لغو اجرا کنید.
ماشین تراش CNC: قطعه کار دوار، ابزار ثابت
الف ماشین تراش CNC رابطه سینماتیکی را معکوس می کند. دستگاه مواد خام را در یک چاک یا کولت متصل به دوک اصلی محکم می کند. دوک میله یا بیلت را با دورهای بالا در دقیقه (RPM) می چرخاند. ابزارهای برش ثابت می مانند و بر روی یک برجک ابزار سفت نصب می شوند.
برجک در امتداد دو محور اصلی حرکت می کند. محور Z به موازات قطعه کار در حال چرخش حرکت می کند، در حالی که محور X برای کنترل عمق برش به صورت عمود حرکت می کند. این حرکت قسمت بیرونی یا داخلی قسمت در حال چرخش را شکل می دهد. عملیات تراش استاندارد شامل رو به مربع انتهای قطعه، چرخاندن برای کاهش قطر بیرونی، شیار زدن به کانال های برش، رزوه کشی برای اتصال دهنده ها، و سوراخ کردن برای بزرگ کردن سوراخ های داخلی است. هنگام چرخاندن یک شفت فولادی 4140، درگیری مداوم یک درج کاربید، مواد را به طور موثر برش می دهد و در صورت بهینه سازی نرخ تغذیه و عمق برش، تراشه های طولانی و پیوسته ایجاد می کند.
هندسه بخش و قابلیت های تولید
چه زمانی یک ماشین فرز CNC را مشخص کنید
زمانی که هندسه بخشی نیاز به حذف مواد چند جهتی دارد، مرکز فرز را مشخص میکنید. معیارهای موفقیت شامل قطعاتی است که به ویژگی های نامتقارن، سطوح مسطح مسطح یا سوراخ های خارج از مرکز نیاز دارند. فرز در ایجاد خطوط سه بعدی پیچیده نامنظم برتر است. کاربردهای معمولی شامل براکت های هوافضا، حفره های قالب تزریقی، بلوک های موتور خودرو و ایمپلنت های پزشکی پیچیده است. ابزار چرخان می تواند تقریباً از هر زاویه ای در یک تنظیم 5 محوره به مواد نزدیک شود.
با این حال، آسیاب محدودیت های مشخصی دارد. برای تولید قطعات استوانه ای کاملا گرد و بلند بسیار ناکارآمد است. ایجاد یک استوانه در آسیاب نیاز به درون یابی دایره ای دارد. این فرآیند متکی بر حرکات همزمان محور X و Y است که نمی تواند با گردی ذاتی ایجاد شده توسط دوک تراش چرخان مطابقت داشته باشد. زمان نصب همچنین هنگام تلاش برای ماشینکاری پروفیلهای استوانهای روی آسیاب افزایش مییابد، زیرا اغلب برای دسترسی به چندین ضلع سیلندر به فکهای نرم سفارشی یا یک شاخص چرخشی محور چهارم نیاز دارید.
چه زمانی یک ماشین تراش CNC را مشخص کنید
شما یک مرکز چرخشی برای اجزایی که نیاز به تقارن دورانی دارند مشخص می کنید. معیارهای موفقیت شامل قطعاتی است که نیاز به تمرکز دقیق، اشکال مخروطی، رزوه بندی دقیق، یا پروفیل های متقارن یکنواخت دارند. ماشین های تراش بر تولید شفت، بوشینگ های سفارشی، بست های رزوه ای، پیستون های هیدرولیک و پین های تراز غالب هستند. درگیر شدن مداوم ابزار برش با مواد ریسنده باعث میشود که سطوح فوقالعادهای روی قطعات گرد ایجاد شود.
تراش های استاندارد 2 محوره با محدودیت های شدید با ویژگی های غیر استوانه ای مواجه هستند. آنها نمی توانند هواپیماهای مسطح، ویژگی های خارج از مرکز، یا پروفایل های نامنظم را ماشین کاری کنند. تولید یک سر شش گوش بر روی یک شفت چرخشی نیازمند انتقال قطعه به مرکز فرز برای عملیات ثانویه است که باعث افزایش زمان جابجایی و ایجاد خطرات انباشته شدن تحمل می شود. اپراتورها باید به دقت قسمت را در گیره آسیاب نشان دهند تا اطمینان حاصل شود که هگز کاملاً با قطر چرخانده شده است.
ابعاد ارزیابی: تطبیق ماشین با نتایج تولید
دقت، تلورانسها و پرداخت سطحی
دقت به شدت به استحکام دستگاه و دینامیک برش بستگی دارد. در فرزکاری، باید خطرات انحراف ابزارهای برش بلند و باریک را مدیریت کنید. نیروهای برش بالا می تواند آسیاب انتهایی را از مواد دور کند و دقت ابعاد را به خطر بیندازد. شما با استفاده از نگهدارندههای ابزار کوتاهتر، کاهش عمق برش یا استفاده از یک فنر نهایی برای تمیز کردن ابعاد، با این مشکل مقابله میکنید. برعکس، عملیات تراشکاری با خطرات انحراف قطعه مواجه است. شفت های بلند و نازک می توانند از ابزار برش خم شوند، مگر اینکه توسط یک دم یا تکیه گاه ثابت پشتیبانی شوند.
متمرکز بودن ذاتاً در تراش برتر است زیرا قطعه حول یک خط مرکزی ثابت می چرخد. دستیابی به گردی واقعی محصول جانبی طبیعی فرآیند چرخش است. در همین حال، یک مرکز فرز پیشرفته در حفظ تلورانس های موقعیتی محکم در میان ویژگی های پیچیده چند صفحه ای برتری دارد. استحکام در ریخته گری ماشین و راهنماهای خطی با کیفیت بالا، پایان سطح نهایی را در هر دو فرآیند دیکته می کند. پایه چدنی سنگین ارتعاشات را کم می کند و به لبه برش اجازه می دهد تا مواد را به طور تمیز برش دهد نه اینکه در سراسر سطح صحبت کند.
حجم تولید و زمان چرخه
حجم تولید تعیین کننده انتخاب ماشین است. ماشین تراش مجهز به فیدر میله خودکار مزایای توان عملیاتی عظیمی را برای تولید با حجم بالا و مداوم ارائه می دهد. دستگاه به طور خودکار استوک میله تازه را می کشد، قطعه تمام شده را جدا می کند و چرخه بعدی را با دخالت اپراتور صفر آغاز می کند. این تنظیم بر تولید قطعات استوانهای با حجم بالا غالب است و به مغازهها اجازه میدهد تا چراغهای خاموش را تغییر دهند.
زمان چرخه آسیاب شامل واقعیت های متفاوتی است. شما باید تغییرات متعدد ابزار، نرخ خوراک آهسته تر برای هندسه های پیچیده سه بعدی و بارگذاری دستی قطعه را در نظر بگیرید. با این حال، می توانید مراکز فرز را با استفاده از استخرهای پالت خودکار کنید. سیستمهای پالت به اپراتورها اجازه میدهند تا مواد خام را در خارج از دستگاه بارگیری کنند در حالی که اسپیندل قسمت دیگری را برش میدهد. این اتوماسیون برای دورههای تولید با ترکیب بالا و حجم کم مناسب است و در حالی که اپراتور کار راهاندازی را بهصورت آفلاین انجام میدهد، چرخش دوک را حفظ میکند.
سازگاری مواد و پوشیدن ابزار
عمر ابزار به دلیل درگیری برش بین دو فرآیند به طور قابل توجهی متفاوت است. فرز بر برش های منقطع متکی است. لبه های برش یک آسیاب انتهایی به طور مکرر وارد مواد شده و از آن خارج می شود. این شوک حرارتی و مکانیکی سایش ابزار را به ویژه در آلیاژهای سخت مانند Inconel یا تیتانیوم تسریع می کند. چرخش از درگیری مداوم برش استفاده می کند. درج در تماس دائمی با مواد باقی می ماند و یک محیط حرارتی پایدار را فراهم می کند و عمر ابزار را افزایش می دهد.
تحویل مایع خنک کننده و تخلیه تراشه نیز متفاوت است. ماشین های تراش به طور طبیعی تراشه ها را در اثر گرانش به داخل نوار نقاله می ریزند. عملیات آسیاب اغلب تراشه ها را در داخل جیب های عمیق به دام می اندازد. برای تخلیه تراشهها و جلوگیری از برش مجدد، که آسیابهای انتهایی را به سرعت از بین میبرد، باید از مایع خنککننده با فشار بالا یا انفجارهای هوای قوی استفاده کنید. برش مجدد تراشه های سخت شده باعث ایجاد ریزتراشه روی لبه برش کاربید می شود که منجر به خرابی زودرس ابزار و پوشش ضعیف سطح می شود.
| ویژگی | عملیات فرز | عملیات تراشکاری |
|---|---|---|
| انواع ابزار | آسیاب پایان، آسیاب صورت، مته، شیر | درج تراش، میله های خسته کننده، ابزار شیار |
| تخلیه تراشه | نیاز به خنک کننده فشار بالا یا انفجار هوا دارد | به کمک گرانش، در تراشه می افتد |
| پیچیدگی راه اندازی | بالا (ترامینگ، نشاندهنده، چندین افست) | کم (فک چاک، کلت، تک مبنا) |
| پتانسیل اتوماسیون | تعویض پالت، بارگیری رباتیک | فیدرهای میله ای، قطعات گیر، لودرهای دروازه ای |
عوامل موثر بر ارزش و ملاحظات سرمایه گذاری
هزینه سرمایه اولیه (CapEx)
ارزیابی مخارج سرمایه ای مستلزم مقایسه پیکربندی ماشین ها است. هزینه پایه یک آسیاب استاندارد 3 محوره به طور کلی با یک تراش استاندارد 2 محوره متفاوت است. ماشین های تراش اغلب مانع کمتری برای ورود برای تولید قطعات استوانه ای پایه هستند. آنها به محورهای حرکتی کمتر و سیستم های کنترل ساده تری نیاز دارند. یک ماشین تراش 2 محوره می تواند بلافاصله با حداقل نصب شروع به چرخاندن پین ها و بوش ها کند.
با افزایش پیچیدگی، سرمایه گذاری به سرعت افزایش می یابد. ارتقاء به یک مرکز فرز 5 محوری شامل میزهای تراننیون پیچیده، سینماتیک پیشرفته و نرم افزار کنترل پیشرفته است. به طور مشابه، افزودن تنظیمات چند اسپیندل یا قابلیت های زنده ابزار به ماشین تراش، سرمایه گذاری اولیه را به میزان قابل توجهی افزایش می دهد. شما باید قابلیت ماشین را مستقیماً با پیچیدگی قطعه خاص خود هماهنگ کنید تا هزینه را توجیه کنید. خرید یک ماشین 5 محوره برای حفاری الگوهای سوراخ ساده باعث هدر رفتن سرمایه ای می شود که می تواند در جاهای دیگر مستقر شود.
ابزار، تعمیر و نگهداری و هزینه های عملیاتی (OpEx)
هزینه های عملیاتی بر اساس الزامات ابزار متفاوت است. فرز به موجودی وسیعی از نگهدارندههای ابزار، آسیابهای انتهایی متنوع، آسیابهای روبهرو، چاکهای مته و اجزای اتصال سفارشی نیاز دارد. شما باید اغلب آسیاب های پایان کاربید جامد را جایگزین کنید. عملیات تراشکاری متکی به درج های تراشکاری استاندارد و فک های چاک جهانی است. درج های کاربید به طور کلی مقرون به صرفه تر و سریع تر از جایگزینی آسیاب های انتهایی هستند. هنگامی که لبه درج مات می شود، اپراتور به سادگی یک پیچ را باز می کند، درج را به یک لبه تازه می چرخاند و برش را از سر می گیرد.
تعمیر و نگهداری معمول بر هزینه های بلند مدت تأثیر می گذارد. مراکز فرز به آزمایش منظم میله کشی دوک نخ ریسی، تراز ابزار تعویض کننده، و پر کردن روغن راه نیاز دارند. ماشین های تراش به بررسی تراز برجک، روانکاری چاک و کالیبراسیون دم نیاز دارند. هر دو پلت فرم برای حفظ دقت و جلوگیری از خرابی فاجعهبار دوک نیاز به تعمیر و نگهداری پیشگیرانه دقیق دارند. به عنوان مثال، نادیده گرفتن روغن کاری چاک در ماشین تراش، نیروی چنگ زدن را کاهش می دهد، که می تواند باعث شود قطعه کار سنگین در طول چرخه چرخش با RPM بالا به بیرون پرواز کند.
فضای طبقه و امکانات مورد نیاز
الزامات تسهیلات، قرار دادن ماشین را دیکته می کند. مراکز فرز کاری سنگین به فضای کف قابل توجهی نیاز دارند. شما باید ردپای ماشین، مخازن خنک کننده، نوار نقاله های تراشه و درهای دسترسی اپراتور را در نظر بگیرید. آسیاب های دروازه ای بزرگ برای حفظ پایداری هندسی تحت بارهای سنگین برش نیاز به پایه های بتن مسلح تخصصی دارند. فونداسیون باید دستگاه را از ارتعاشات خارجی ناشی از لیفتراک ها یا پرس های مهر زنی مجاور جدا کند.
مراکز تراش معمولاً دارای ردپای فشرده تری هستند. طراحی خطی ماشین تراش به خوبی با طرح های تولید سلولی مطابقت دارد. با این حال، اضافه کردن یک فیدر میله ای 12 فوتی فضای کف مورد نیاز را به شدت افزایش می دهد. قبل از نصب باید نیازهای برق، تامین هوای فشرده و صلبیت پایه را برای هر دو نوع ماشین ارزیابی کنید. اطمینان حاصل کنید که کمپرسور هوای کارگاهی شما می تواند نیازهای مداوم CFM ناشی از انفجار هوا و پنوماتیک تعویض ابزار را برطرف کند.
واقعیت های پیاده سازی و ریسک های پذیرش
انتقال از ماشینکاری دستی به اتوماسیون CNC
ارتقاء از تجهیزات دستی به تنظیمات CNC قابلیت های تولید را تغییر می دهد. ماشینکاری دستی کاملاً به مهارت اپراتور متکی است که منجر به اختلاف بین قطعات و نرخ بالای ضایعات می شود. اتوماسیون CNC واریانس اپراتور انسانی را حذف می کند. ماشین دقیقاً همان مسیر ابزار را در هر چرخه اجرا می کند. این باعث افزایش نمایی در تکرارپذیری دسته به دسته می شود و زمان چرخه را به شدت کاهش می دهد.
بازگشت سرمایه ناشی از افزایش زمان کار اسپیندل است. یک دستگاه CNC مواد را سریعتر برش می دهد، از نرخ تغذیه بهینه استفاده می کند و تغییرات سریع ابزار را انجام می دهد. شما می توانید چندین ماشین را به طور همزمان با اپراتورهای کمتر اجرا کنید، کارایی کار را به حداکثر برسانید و توان کلی کارخانه را افزایش دهید. اپراتور می تواند یک شمش خام را در آسیاب بارگذاری کند، چرخه شروع را فشار دهد و سپس به سمت ماشین تراش برود تا قطعات تبدیل شده تمام شده را بررسی کند.
سطح مهارت اپراتور و پیچیدگی برنامه نویسی
منحنی یادگیری بین پلتفرم ها متفاوت است. نوشتن G-code برای یک ماشین تراش استاندارد 2 محوره معمولاً ساده است. برنامه نویس فقط مختصات X و Z را مدیریت می کند. بسیاری از اپراتورها با استفاده از برنامه نویسی محاوره ای، قطعات تبدیل شده ساده را مستقیماً در کنترل دستگاه برنامه ریزی می کنند. آنها قطر مواد خام، ابعاد نهایی را وارد می کنند و کنترل مسیر ابزار را به طور خودکار ایجاد می کند.
فرز پیچیدگی برنامه نویسی قابل توجهی را معرفی می کند. فرز چند محوره به مهارت نرم افزار پیشرفته تولید به کمک رایانه (CAM) نیاز دارد. برنامه نویس باید فاصله های ابزار، جابجایی های پیچیده کار و مسیرهای ابزار چند صفحه ای را مدیریت کند. این پیچیدگی خطر خرابی فاجعه بار ماشین را به دلیل خطای برنامه نویس افزایش می دهد. برای کاهش این خطرات باید روی نرم افزارهای آموزشی و شبیه سازی دقیق سرمایه گذاری کنید. تأیید G-code در یک محیط شبیهسازی، مانع از حرکت سریع دوک به داخل گیره میشود.
زمان راه اندازی و رفع چالش ها
راندمان راه اندازی بر برنامه های تولید روزانه تأثیر می گذارد. ماشین های تراش زمان راه اندازی سریع را ارائه می دهند. شما به سادگی مجموعهای از فکهای نرم را سوراخ میکنید یا یک کولت را عوض میکنید، ابزارها را در برجک قرار میدهید و افستهای ابزار را لمس میکنید. محل کار استاندارد یک چاک 3 فک، تغییر بین قطعات استوانه ای مختلف را ساده می کند. یک اپراتور ماهر می تواند ماشین تراش را از چرخاندن پین های آلومینیومی 1 اینچی به شفت های فولادی 2 اینچی در کمتر از 30 دقیقه تغییر دهد.
تنظیمات فرز ذاتاً زمان بر هستند. شما باید گیره های تراموا را تضمین کنید تا مطمئن شوید که کاملاً مربع با دوک هستند. قطعات پیچیده اغلب نیاز به ساخت وسایل سفارشی، نشان دادن مبناهای متعدد، و ایجاد چندین افست کار دارند. محیط های آسیاب با مخلوط بالا نیاز به سیستم های گیره نقطه صفر دارند تا این زمان های نصب بیش از حد را کاهش دهند. سیستمهای نقطه صفر به اپراتورها اجازه میدهند تا کل صفحات فیکسچر را در چند ثانیه تعویض کنند و تکرارپذیری در سطح میکرون را بدون نشان دادن مجدد قطعه حفظ کنند.
کاهش خطر: ارزیابی مراکز چرخش آسیاب هیبریدی
تولید پیشرفته اغلب از فناوری ترکیبی برای کاهش خطرات حمل و نقل استفاده می کند. ماشین های تراش CNC مجهز به ابزار زنده و قابلیت های محور Y به عنوان یک فناوری پل عمل می کنند. این مراکز چرخش آسیاب میتوانند عملیات فرزکاری مانند برش تخت یا سوراخ کردن سوراخهای خارج از مرکز را بر روی یک قطعه چرخانده بدون برداشتن آن از چاک انجام دهند.
شما باید ارزیابی کنید که آیا هزینه ممتاز یک دستگاه چرخش آسیاب موجه است یا خیر. اگر قطعات شما به تراشکاری و فرزکاری نیاز دارند، جابجایی آنها بین دو ماشین مجزا باعث انباشته شدن تلورانس و افزایش هزینه های نیروی کار می شود. مرکز چرخش آسیاب، یک قطعه کامل شده را در یک عملیات رها می کند و از تمرکز کامل و تراز ویژگی ها اطمینان حاصل می کند. این امر نیاز به وسایل فرز ثانویه را از بین می برد و کل موجودی در حال انجام کار در کف مغازه را کاهش می دهد.
نتیجه گیری
برای محاسبه نسبت دقیق ویژگیهای استوانهای در مقابل هندسههای منشوری مسطح، چاپهای قطعه فعلی خود را حسابرسی کنید.
فضای کف مغازه و ظرفیت فونداسیون خود را ارزیابی کنید تا تعیین کنید که آیا می توانید یک آسیاب دروازه ای بزرگ یا یک ماشین تراش با میله تغذیه 12 فوتی را در خود جای دهید.
برش های آزمایشی فیزیکی و مطالعات دقیق زمان را از سازندگان ماشین ابزار با استفاده از سخت ترین آلیاژهای مواد خود درخواست کنید.
در صورت انتقال به فرز چند محوره، قابلیت های برنامه نویسی فعلی خود را ارزیابی کنید و در آموزش پیشرفته CAM سرمایه گذاری کنید.
بلافاصله پس از نصب یک مرکز فرز جدید، سیستم های نگهداری نقطه صفر را اجرا کنید تا زمان راه اندازی را به حداقل برسانید و استفاده از دوک را به حداکثر برسانید.
سوالات متداول
س: آیا دستگاه فرز CNC می تواند کار تراش را انجام دهد؟
پاسخ: بله، از طریق درون یابی دایره ای یا آسیاب رزوه ای. با این حال، در مقایسه با یک مرکز تراش اختصاصی، برای قطعات استوانهای با حجم بالا بسیار کندتر و کارآمدتر است.
س: کارکرد کدام یک گرانتر است: ماشین تراش CNC یا آسیاب؟
A: آسیاب ها به دلیل نیازهای پیچیده ابزار، آسیاب های پایانی کاربید جامد گران قیمت، نیازهای نصب سفارشی و زمان راه اندازی طولانی تر در مقایسه با عملیات تراشکاری استاندارد، عموماً هزینه های عملیاتی بالاتری دارند.
س: تفاوت منحنی یادگیری بین فرز و تراشکاری چیست؟
A: برنامهریزی و راهاندازی چرخش معمولاً با استفاده از مختصات دو محوره سادهتر است. فرز چند محوری به مهارت نرم افزار CAM پیشرفته، آگاهی فضایی عمیق تر و مدیریت پیچیده مسیر ابزار نیاز دارد.
س: آیا به یک ماشین فرز CNC 5 محوره یا یک تراش استاندارد برای قطعات پیچیده نیاز دارم؟
پاسخ: کاملاً به هندسه بستگی دارد. آسیاب 5 محوره برای قطعات منشوری سه بعدی پیچیده طراحی شده است. اگر قسمت عمدتاً گرد با تعدادی سوراخ یا تخت باشد، تراشکاری با ابزار زنده بسیار کارآمدتر است.
س: زمان راه اندازی بین آسیاب CNC و ماشین تراش چگونه مقایسه می شود؟
پاسخ: ماشینهای تراش معمولاً زمانهای راهاندازی سریعتری را به دلیل کار استاندارد شده مانند چاکها و کلتها ارائه میکنند. آسیابها اغلب به گیرههای ترامیمینگ، نشاندهنده قطعات، ساخت وسایل سفارشی و تنظیم چندتایی کار نیاز دارند.
س: دستگاه چرخش آسیاب چیست و چه زمانی قابل توجیه است؟
A: دستگاه چرخش آسیاب ترکیبی است که دوک تراش را با قابلیت های فرز زنده ترکیب می کند. زمانی توجیه می شود که قطعات به هر دو عملیات نیاز داشته باشند و جابجایی آنها بین دو ماشین باعث انباشته شدن تحمل یا هزینه های حمل بیش از حد شود.
س: ماشین های تراش و آسیاب دستی از نظر دقت در مقایسه با نسخه های CNC چگونه هستند؟
A: نسخه های CNC تنظیمات دستی شماره گیری، خطاهای انسانی و خستگی اپراتور فیزیکی را حذف می کنند. آنها تکرارپذیری در سطح میکرون، زمان چرخه به شدت کوتاهتر و توانایی ماشینکاری خطوط پیچیده با دست را ارائه میدهند.
مقالات مرتبط
-
 مشتریان گرامی و شرکای تجاری، به منظور رعایت دقیق قوانین و مقررات کنترل صادرات ملی و انجام تعهدات بین المللی، حصول اطمینان از اینکه ماشین های فرز CNC و تراش های CNC صادراتی ما کاملا قانونی و منطبق هستند، بدینوسیله سیاست های مربوطه را به شما اعلام می کنیم.اخبار شرکت
مشتریان گرامی و شرکای تجاری، به منظور رعایت دقیق قوانین و مقررات کنترل صادرات ملی و انجام تعهدات بین المللی، حصول اطمینان از اینکه ماشین های فرز CNC و تراش های CNC صادراتی ما کاملا قانونی و منطبق هستند، بدینوسیله سیاست های مربوطه را به شما اعلام می کنیم.اخبار شرکت -
 درک اینکه کدام ماشین ابزار برای ماشینکاری مناسب تر است، کدام ماده می تواند به کارخانه های ماشینکاری و عوامل ماشین ابزار در انتخاب بهینه کمک کند. این مقاله موادی را معرفی میکند که میتوانند به طور موثر توسط ماشینهای فرز CNC، ماشینهای تراش CNC و مراکز ماشینکاری CNC ماشینکاری شوند.اخبار صنعت ماشین آلات CNC
درک اینکه کدام ماشین ابزار برای ماشینکاری مناسب تر است، کدام ماده می تواند به کارخانه های ماشینکاری و عوامل ماشین ابزار در انتخاب بهینه کمک کند. این مقاله موادی را معرفی میکند که میتوانند به طور موثر توسط ماشینهای فرز CNC، ماشینهای تراش CNC و مراکز ماشینکاری CNC ماشینکاری شوند.اخبار صنعت ماشین آلات CNC -
 آسیاب CNC را با تراشکاری مقایسه کنید. تفاوت های سینماتیک، هندسه، هزینه و اتوماسیون را بیاموزید تا ماشین مناسب را برای تولید خود انتخاب کنید.اخبار محصول
آسیاب CNC را با تراشکاری مقایسه کنید. تفاوت های سینماتیک، هندسه، هزینه و اتوماسیون را بیاموزید تا ماشین مناسب را برای تولید خود انتخاب کنید.اخبار محصول





