



Un mauvais alignement de la technologie d’usinage avec les exigences de production a de graves conséquences sur les opérations de fabrication. Vous risquez des goulots d’étranglement, une usure excessive des outils et des dépenses d’investissement inutiles. Les responsables de production et les acheteurs techniques sont confrontés à des défis distincts lors de la transition des opérations manuelles. Vous devez évaluer l'équipement pour des géométries de pièces spécifiques, mettre à l'échelle les volumes de production et respecter des normes de tolérance strictes. La sélection d’une mauvaise machine-outil compromet la qualité des pièces et l’efficacité opérationnelle dans l’atelier.
Nous proposons une comparaison technique rigoureuse entre les plateformes de fraisage et de tournage. Comprendre les différences fondamentales en matière de cinématique, d'outillage et d'exigences de configuration établit un cadre clair pour l'approvisionnement. Cela guide la planification des processus, optimise l'automatisation des flux de travail et garantit que vous déployez la technologie adaptée à vos résultats de fabrication spécifiques. En analysant les impressions de pièces et les volumes de production, vous pouvez adapter l'architecture exacte de la machine à vos exigences opérationnelles quotidiennes.
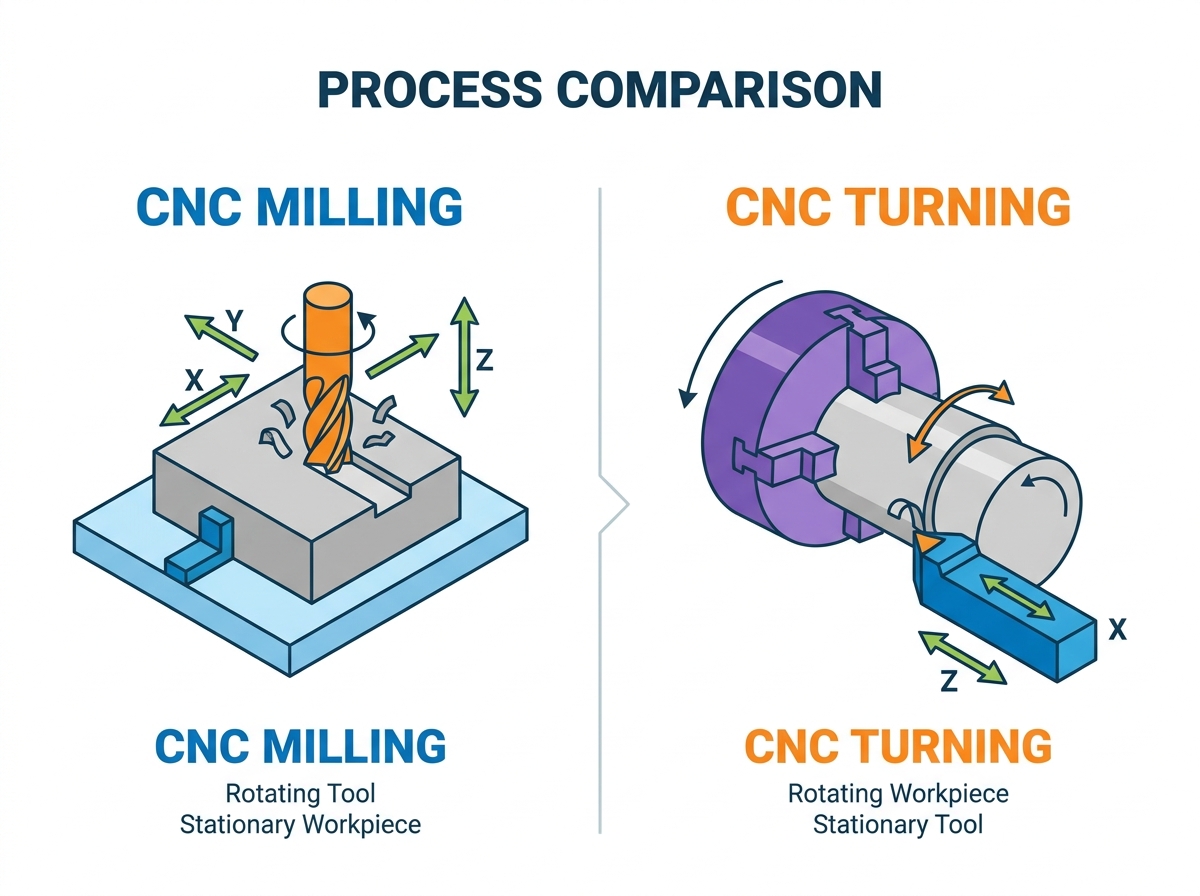
Différence cinématique : une fraiseuse CNC utilise des outils de coupe rotatifs contre une pièce fixe (ou positionnée sur plusieurs axes), tandis qu'un tour CNC fait tourner la pièce contre des outils de coupe fixes.
Adéquation géométrique : le fraisage est conçu pour les formes 3D irrégulières prismatiques, plates et complexes ; le tournage est optimisé pour les profils cylindriques, coniques et symétriques.
Coût et complexité : le fraisage nécessite généralement des investissements initiaux plus élevés et une programmation FAO plus complexe, tandis que les tours offrent des temps de cycle plus rapides pour les pièces rondes avec une barrière à l'entrée plus faible.
Le saut en matière d'automatisation : le passage du fraisage ou du tournage manuel aux configurations CNC réduit considérablement la consommation de temps et les rebuts induits par les erreurs humaines tout en améliorant la précision dimensionnelle.
Alternatives hybrides : la fabrication avancée comble souvent le fossé avec les centres de fraisage-tournage (tours avec outillage animé), nécessitant une évaluation nuancée du retour sur investissement avant l'achat.
Définir les mécanismes de base : principes de fonctionnement
La fraiseuse CNC : outils rotatifs, pièce fixe
UN La fraiseuse CNC fonctionne selon un principe fondamental : l'outil de coupe tourne tandis que la pièce reste immobile. La broche de la machine maintient l'outil et l'entraîne à des vitesses élevées. Les configurations standard utilisent trois axes linéaires. L'axe X se déplace à gauche et à droite, l'axe Y avance et recule et l'axe Z monte et descend. Les machines avancées à 4 et 5 axes introduisent des axes rotatifs (A, B ou C) pour manipuler l'orientation de la pièce pendant le cycle de coupe.
Le maintien de la pièce est essentiel dans les opérations de fraisage. Vous fixez la matière première au banc de la machine à l'aide d'étaux de précision, de pinces étagées ou de plaques de fixation usinées sur mesure. Cette configuration rigide empêche les vibrations et garantit la précision dimensionnelle. Les opérations de fraisage standard comprennent le fraisage de faces pour créer des surfaces planes, le fraisage de profils pour les contours extérieurs, le perçage pour la réalisation de trous précis et la création de poches pour creuser des cavités internes. Lors de l'usinage d'un bloc d'aluminium 6061, par exemple, l'opérateur peut utiliser une fraise à surfacer de 3 pouces pour équarrir la surface supérieure avant d'y insérer une fraise en carbure monobloc de 1/2 pouce pour ébaucher une poche profonde.
Pour exécuter une configuration de fraisage réussie, les opérateurs suivent généralement ces étapes :
Nettoyez la table de la machine et les mâchoires de l'étau pour éliminer tous les copeaux et débris.
Indiquez la mâchoire de l'étau fixe pour vous assurer qu'elle est parfaitement parallèle à la course de l'axe X.
Fixez le matériau brut dans l'étau, en utilisant des parallèles pour élever le matériau à la bonne hauteur.
Chargez les outils de coupe requis dans le magasin du changeur d'outils automatique (ATC).
Touchez chaque outil pour établir les décalages de longueur d'outil dans la commande de la machine.
Utilisez un détecteur de bord ou un palpeur de broche pour localiser les références X et Y sur la pièce.
Exécutez le programme en mode bloc unique avec des remplacements rapides réduits pour vérifier le parcours d'outil en toute sécurité.
La machine de tour CNC : pièce rotative, outils stationnaires
UN Le tour CNC inverse la relation cinématique. La machine sécurise la matière première dans un mandrin ou une pince fixé à la broche principale. La broche fait tourner la barre ou la billette à des tours par minute (RPM) élevés. Les outils de coupe restent stationnaires et sont montés sur une tourelle à outils rigide.
La tourelle se déplace le long de deux axes principaux. L'axe Z se déplace parallèlement à la pièce en rotation, tandis que l'axe X se déplace perpendiculairement pour contrôler la profondeur de coupe. Ce mouvement façonne l’extérieur ou l’intérieur de la pièce en rotation. Les opérations de tournage standard comprennent le dressage pour équarrir l'extrémité de la pièce, le tournage pour réduire le diamètre extérieur, le rainurage pour couper des canaux, le filetage pour les fixations et l'alésage pour agrandir les trous internes. Lors du tournage d'un arbre en acier 4140, l'engagement continu d'une plaquette en carbure cisaille efficacement le matériau, générant des copeaux longs et continus si la vitesse d'avance et la profondeur de coupe sont optimisées.
Géométrie des pièces et capacités de production
Quand spécifier une fraiseuse CNC
Vous spécifiez un centre de fraisage lorsque la géométrie de la pièce nécessite un enlèvement de matière multidirectionnel. Les critères de réussite incluent les pièces nécessitant des caractéristiques asymétriques, des surfaces planes plates ou des trous décentrés. Le fraisage excelle dans la génération de contours 3D irréguliers complexes. Les applications typiques incluent les supports aérospatiaux, les cavités de moulage par injection, les blocs moteurs automobiles et les implants médicaux complexes. L'outil rotatif peut approcher le matériau sous pratiquement n'importe quel angle sur une configuration à 5 axes.
Cependant, le fraisage présente des limites distinctes. Il est très inefficace pour produire des pièces cylindriques longues et parfaitement rondes. La création d'un cylindre sur une fraiseuse nécessite une interpolation circulaire. Ce processus repose sur des mouvements simultanés des axes X et Y, qui ne peuvent pas égaler la rondeur inhérente générée par une broche de tour en rotation. Les temps de configuration augmentent également lorsque vous essayez d'usiner des profils cylindriques sur une fraiseuse, car vous avez souvent besoin de mâchoires souples personnalisées ou d'un indexeur rotatif sur le 4ème axe pour accéder à plusieurs côtés du cylindre.
Quand spécifier une machine de tour CNC
Vous spécifiez un centre de tournage pour les composants nécessitant une symétrie de rotation. Les critères de réussite impliquent des pièces exigeant une concentricité stricte, des formes coniques, un filetage précis ou des profils symétriques uniformes. Les tours dominent la production d'arbres, de bagues personnalisées, de fixations filetées, de pistons hydrauliques et de goupilles d'alignement. L'engagement continu de l'outil de coupe contre le matériau en rotation permet d'obtenir des états de surface exceptionnels sur les pièces rondes.
Les tours standard à 2 axes sont confrontés à de sévères limitations avec les caractéristiques non cylindriques. Ils ne peuvent pas usiner des plans plats, des éléments décentrés ou des profils irréguliers. La production d'une tête hexagonale sur un arbre tourné nécessite de transférer la pièce vers un centre de fraisage pour des opérations secondaires, ce qui augmente le temps de manipulation et introduit des risques d'empilement des tolérances. Les opérateurs doivent indiquer soigneusement la pièce dans l'étau de fraisage pour s'assurer que l'hexagone s'aligne parfaitement avec le diamètre tourné.
Dimensions d'évaluation : faire correspondre la machine aux résultats de fabrication
Précision, tolérances et état de surface
La précision dépend fortement de la rigidité de la machine et de la dynamique de coupe. En fraisage, vous devez gérer les risques de déflexion des outils de coupe longs et fins. Des forces de coupe élevées peuvent éloigner la fraise du matériau, compromettant ainsi la précision dimensionnelle. Vous combattez cela en utilisant des porte-outils plus courts, en réduisant la profondeur de coupe ou en effectuant un dernier passage de ressort pour nettoyer la dimension. A l’inverse, les opérations de tournage sont confrontées à des risques de déflexion des pièces. Les arbres longs et fins peuvent s'éloigner de l'outil de coupe s'ils ne sont pas soutenus par une contre-pointe ou une lunette.
La concentricité est intrinsèquement supérieure sur un tour car la pièce tourne autour d'un axe central fixe. L’obtention d’une véritable rondeur est un sous-produit naturel du processus de tournage. Pendant ce temps, un centre de fraisage haut de gamme excelle dans le maintien de tolérances de position serrées sur des éléments multiplans complexes. La rigidité du moulage mécanique et les guidages linéaires de haute qualité déterminent la finition de surface finale dans les deux processus. Une base en fonte lourde amortit les vibrations, permettant au tranchant de cisailler le matériau proprement plutôt que de vibrer sur la surface.
Volume de production et temps de cycle
Le volume de production dicte le choix de la machine. Un tour équipé d'un ravitailleur de barres automatisé offre d'énormes avantages en matière de débit pour une production continue à grand volume. La machine extrait automatiquement les barres fraîches, sépare les composants finis et commence le cycle suivant sans aucune intervention de l'opérateur. Cette configuration domine la production en grand volume de composants cylindriques, permettant aux ateliers de fonctionner sans interruption.
Les temps de cycle de fraisage impliquent différentes réalités. Vous devez prendre en compte plusieurs changements d'outils, des vitesses d'avance plus lentes pour les géométries 3D complexes et le chargement manuel des pièces. Cependant, vous pouvez automatiser les centres de fraisage à l’aide de pools de palettes. Les systèmes de palettes permettent aux opérateurs de charger la matière première à l'extérieur de la machine pendant que la broche coupe une autre pièce. Cette automatisation convient aux cycles de production à faible volume et à forte mixité, permettant à la broche de tourner pendant que l'opérateur gère le travail de configuration hors ligne.
Compatibilité des matériaux et usure des outillages
La durée de vie de l'outil varie considérablement entre les deux processus en raison de l'engagement de coupe. Le fraisage repose sur des coupes interrompues. Les arêtes de coupe d'une fraise en bout entrent et sortent à plusieurs reprises du matériau. Ce choc thermique et mécanique accélère l'usure des outils, notamment dans les alliages durs comme l'Inconel ou le titane. Le tournage utilise un engagement de coupe continu. La plaquette reste en contact constant avec le matériau, offrant ainsi un environnement thermique stable et prolongeant la durée de vie de l'outil.
La distribution du liquide de refroidissement et l'évacuation des copeaux diffèrent également. Les tours rejettent naturellement les copeaux vers le bas dans le convoyeur en raison de la gravité. Les opérations de fraisage emprisonnent souvent les copeaux dans des poches profondes. Vous devez utiliser un liquide de refroidissement à haute pression à travers la broche ou de puissants jets d'air pour évacuer les copeaux et empêcher la redécoupe, qui détruit rapidement les fraises en bout. La recoupe de copeaux durcis provoque des micro-écailles sur l'arête de coupe en carbure, entraînant une défaillance prématurée de l'outil et de mauvais états de surface.
| Fonctionnalités | Opérations de fraisage | Opérations de tournage |
|---|---|---|
| Types d'outillage | Fraises en bout, fraises à surfacer, forets, tarauds | Plaquettes de tournage, barres d'alésage, outils de rainurage |
| Évacuation des copeaux | Nécessite un liquide de refroidissement à haute pression ou un jet d'air | Assisté par gravité, tombe dans la poêle à frites |
| Complexité de la configuration | Élevé (tramming, indication, décalages multiples) | Faible (mors de mandrin, pinces, référence unique) |
| Potentiel d'automatisation | Changeurs de palettes, chargement robotisé | Ravitailleurs de barres, récupérateurs de pièces, chargeurs à portique |
Facteurs influençant la valeur et considérations d’investissement
Dépense d'investissement initiale (CapEx)
L'évaluation des dépenses d'investissement nécessite de comparer les configurations des machines. Le coût de base d’une fraiseuse 3 axes standard diffère généralement de celui d’un tour standard 2 axes. Les tours présentent souvent une barrière à l’entrée plus faible pour la production de pièces cylindriques de base. Ils nécessitent moins d’axes de mouvement et des systèmes de contrôle plus simples. Un tour à 2 axes de base peut immédiatement commencer à tourner des broches et des bagues avec une configuration minimale.
L’investissement augmente rapidement à mesure que vous ajoutez de la complexité. La mise à niveau vers un centre de fraisage 5 axes implique des tables à tourillons sophistiquées, une cinématique avancée et un logiciel de contrôle haut de gamme. De même, l’ajout de configurations multibroches ou de capacités d’outillage dynamique à un tour augmente considérablement l’investissement initial. Vous devez aligner la capacité de la machine directement sur la complexité spécifique de votre pièce pour justifier la dépense. L'achat d'une machine à 5 axes pour percer des modèles de trous simples gaspille un capital qui pourrait être déployé ailleurs.
Coûts d’outillage, de maintenance et d’exploitation (OpEx)
Les coûts d'exploitation divergent en fonction des exigences en matière d'outillage. Le fraisage nécessite un vaste inventaire de porte-outils, de fraises en bout variées, de fraises à surfacer, de mandrins de perçage et de composants de fixation personnalisés. Vous devez fréquemment remplacer les fraises en carbure monobloc. Les opérations de tournage reposent sur des plaquettes de tournage standard et des mâchoires de mandrin universelles. Les plaquettes en carbure sont généralement plus économiques et plus rapides à indexer que le remplacement de fraises entières. Lorsqu'un bord de plaquette s'émousse, l'opérateur desserre simplement une vis, fait tourner la plaquette jusqu'à un nouveau bord et reprend la coupe.
La maintenance de routine a un impact sur les coûts à long terme. Les centres de fraisage nécessitent des tests réguliers de la barre d'attelage de broche, un alignement du changeur d'outils et un réapprovisionnement en lubrifiant. Les tours exigent des contrôles d’alignement de la tourelle, une lubrification du mandrin et un calibrage de la poupée mobile. Les deux plates-formes nécessitent une maintenance préventive rigoureuse pour maintenir la précision et éviter les pannes catastrophiques de la broche. Ignorer la lubrification du mandrin sur un tour, par exemple, réduit la force de préhension, ce qui peut faire voler une pièce lourde lors d'un cycle de tournage à haut régime.
Exigences en matière d'espace au sol et d'installations
Les exigences des installations dictent le placement des machines. Les centres de fraisage robustes nécessitent un espace au sol important. Vous devez tenir compte de l'empreinte au sol de la machine, des réservoirs de liquide de refroidissement, des convoyeurs de copeaux et des portes d'accès pour l'opérateur. Les grandes usines à portique exigent des fondations spécialisées en béton armé pour maintenir la stabilité géométrique sous de lourdes charges de coupe. La fondation doit isoler la machine des vibrations extérieures provoquées par les chariots élévateurs ou les presses à emboutir à proximité.
Les centres de tournage présentent généralement un encombrement plus compact. La conception linéaire d’un tour s’intègre bien dans les configurations de fabrication cellulaire. Cependant, l’ajout d’un ravitailleur de barres de 12 pieds augmente considérablement l’espace au sol requis. Vous devez évaluer les besoins en énergie, l'alimentation en air comprimé et la rigidité des fondations pour les deux types de machines avant l'installation. Assurez-vous que le compresseur d'air de votre atelier peut répondre aux demandes continues de CFM des jets d'air et des pneumatiques de changement d'outils.
Réalités de mise en œuvre et risques d’adoption
La transition de l'usinage manuel à l'automatisation CNC
La mise à niveau d'un équipement manuel vers des configurations CNC transforme les capacités de production. L'usinage manuel repose entièrement sur les compétences de l'opérateur, ce qui entraîne des variations entre les pièces et des taux de rebut élevés. L'automatisation CNC élimine la variance de l'opérateur humain. La machine exécute exactement le même parcours d'outil à chaque cycle. Cela génère des gains exponentiels en termes de répétabilité d’un lot à l’autre et réduit considérablement les temps de cycle.
Le retour sur investissement provient d’une disponibilité accrue de la broche. Une machine CNC coupe le matériau plus rapidement, utilise des vitesses d'avance optimisées et effectue des changements d'outils rapides. Vous pouvez faire fonctionner plusieurs machines simultanément avec moins d’opérateurs, maximisant ainsi l’efficacité du travail et augmentant le débit global de l’usine. Un opérateur peut charger une billette brute dans le broyeur, démarrer le cycle de presse, puis se diriger vers le tour pour inspecter les pièces tournées finies.
Niveau de compétence de l’opérateur et complexité de la programmation
La courbe d’apprentissage diffère selon les plateformes. L'écriture du code G pour un tour standard à 2 axes est généralement simple. Le programmeur gère uniquement les coordonnées X et Z. De nombreux opérateurs programment des pièces tournées simples directement sur la commande de la machine à l'aide de la programmation conversationnelle. Ils saisissent le diamètre de la matière première, les dimensions finales et le contrôle génère automatiquement le parcours d'outil.
Le fraisage introduit une complexité de programmation importante. Le fraisage multi-axes nécessite une maîtrise avancée des logiciels de fabrication assistée par ordinateur (FAO). Le programmeur doit gérer les dégagements d'outils, les décalages d'origine complexes et les parcours d'outils multi-plans. Cette complexité augmente le risque de pannes machine catastrophiques dues à une erreur du programmeur. Vous devez investir dans des logiciels de formation et de simulation rigoureux pour atténuer ces risques. La vérification du code G dans un environnement de simulation empêche un mouvement rapide d'entraîner la broche directement dans l'étau.
Temps d'installation et défis de montage
L’efficacité de l’installation a un impact sur les calendriers de production quotidiens. Les tours offrent des temps de configuration rapides. Il vous suffit d'aléser un jeu de mâchoires souples ou d'échanger une pince, de charger les outils dans la tourelle et de toucher les décalages d'outils. Le maintien de pièce standardisé d'un mandrin à 3 mors rationalise les changements entre les différentes pièces cylindriques. Un opérateur qualifié peut faire passer un tour du tournage de broches en aluminium de 1 pouce à des arbres en acier de 2 pouces en moins de trente minutes.
Les configurations de fraisage nécessitent par nature beaucoup de temps. Vous devez déplacer les étaux pour vous assurer qu'ils sont parfaitement d'équerre par rapport à la broche. Les pièces complexes nécessitent souvent la création de montages personnalisés, indiquant plusieurs références et établissant plusieurs décalages de travail. Les environnements de fraisage à forte mixité exigent des systèmes de serrage au point zéro pour réduire ces temps de réglage excessifs. Les systèmes à point zéro permettent aux opérateurs d'échanger des plaques de montage entières en quelques secondes, maintenant ainsi une répétabilité au niveau du micron sans ré-indiquer la pièce.
Atténuation des risques : évaluation des centres de tournage-fraisage hybrides
La fabrication avancée utilise souvent une technologie hybride pour atténuer les risques de manipulation. Les tours CNC équipés d'outils dynamiques et de capacités d'axe Y agissent comme une technologie de pont. Ces centres de fraisage-tournage peuvent effectuer des opérations de fraisage, telles que la découpe de méplats ou le perçage de trous décentrés, sur une pièce tournée sans la retirer du mandrin.
Vous devez évaluer si le coût majoré d’une machine de fraisage-tournage est justifié. Si vos pièces nécessitent à la fois un tournage et un fraisage, les déplacer entre deux machines distinctes entraîne un empilement de tolérances et augmente les coûts de main d'œuvre. Un centre de tournage-fraisage dépose une pièce terminée en une seule opération, garantissant une concentricité et un alignement parfaits des caractéristiques. Cela élimine le besoin de dispositifs de fraisage secondaires et réduit le stock total de travaux en cours dans l'atelier.
Conclusion
Auditez vos impressions de pièces actuelles pour calculer le rapport exact entre les caractéristiques cylindriques et les géométries plates et prismatiques.
Évaluez l'espace de votre atelier et la capacité des fondations pour déterminer si vous pouvez accueillir une grande fraiseuse à portique ou un tour avec un ravitailleur de barres de 12 pieds.
Demandez des tests physiques de coupe et des études de temps détaillées aux constructeurs de machines-outils en utilisant vos alliages de matériaux les plus difficiles.
Évaluez vos capacités de programmation actuelles et investissez dans une formation FAO avancée si vous passez au fraisage multi-axes.
Mettez en œuvre des systèmes de serrage de pièce à point zéro immédiatement après l'installation d'un nouveau centre de fraisage afin de minimiser les temps de configuration et d'optimiser l'utilisation de la broche.
FAQ
Q : Une fraiseuse CNC peut-elle faire le travail d’un tour ?
R : Oui, par interpolation circulaire ou fraisage de filetage. Cependant, il est beaucoup plus lent et moins efficace pour les pièces cylindriques à grand volume qu'un centre de tournage dédié.
Q : Qu'est-ce qui coûte le plus cher à exploiter : un tour CNC ou une fraiseuse ?
R : Les fraises ont généralement des coûts d'exploitation plus élevés en raison d'exigences d'outillage complexes, de fraises en carbure monobloc coûteuses, de besoins de fixations personnalisées et de temps de configuration plus longs par rapport aux opérations de tournage standard.
Q : Quelle est la différence de courbe d’apprentissage entre le fraisage et le tournage ?
R : Le tournage est généralement plus facile à programmer et à configurer à l'aide de coordonnées de base à 2 axes. Le fraisage multi-axes nécessite une maîtrise avancée des logiciels de FAO, une connaissance spatiale plus approfondie et une gestion complexe des parcours d'outils.
Q : Ai-je besoin d’une fraiseuse CNC 5 axes ou d’un tour standard pour les pièces complexes ?
R : Cela dépend entièrement de la géométrie. Une fraiseuse 5 axes est conçue pour les pièces prismatiques 3D complexes. Si la pièce est principalement ronde avec quelques trous ou méplats décentrés, un tour avec outillage motorisé est beaucoup plus efficace.
Q : Comment les temps de configuration se comparent-ils entre les fraiseuses CNC et les tours ?
R : Les tours offrent généralement des temps de configuration plus rapides grâce à un support de pièce standardisé comme les mandrins et les pinces de serrage. Les usines nécessitent souvent des étaux de traçage, l'indication des pièces, la construction de fixations personnalisées et la définition de plusieurs décalages de travail.
Q : Qu'est-ce qu'une machine de fraisage-tournage et quand est-elle justifiée ?
R : Une machine de fraisage-tournage est un hybride qui combine une broche de tour avec des capacités de fraisage dynamique. Elle se justifie lorsque des pièces nécessitent les deux opérations et que leur déplacement entre deux machines entraîne un empilement de tolérances ou des coûts de manutention excessifs.
Q : Comment les tours et fraiseuses manuels se comparent-ils aux versions CNC en termes de précision ?
R : Les versions CNC éliminent les réglages manuels du cadran, les erreurs humaines et la fatigue physique de l'opérateur. Ils offrent une répétabilité au niveau du micron, des temps de cycle considérablement plus courts et la possibilité d'usiner des contours complexes impossibles à la main.
Articles connexes
-
 Chers clients et partenaires commerciaux, Afin de respecter strictement les lois et réglementations nationales en matière de contrôle des exportations et de remplir les obligations internationales, en garantissant que nos fraiseuses CNC et nos tours CNC exportés sont entièrement légaux et conformes, nous vous informons par la présente des politiques pertinentes coActualités de l'entreprise
Chers clients et partenaires commerciaux, Afin de respecter strictement les lois et réglementations nationales en matière de contrôle des exportations et de remplir les obligations internationales, en garantissant que nos fraiseuses CNC et nos tours CNC exportés sont entièrement légaux et conformes, nous vous informons par la présente des politiques pertinentes coActualités de l'entreprise -
 Comprendre quelle machine-outil est la mieux adaptée pour usiner quel matériau peut aider les usines d'usinage et les agents de machines-outils à faire le choix optimal. Cet article présente les matériaux qui peuvent être usinés le plus efficacement par les fraiseuses CNC, les tours CNC et les centres d'usinage CNC.Actualités de l'industrie des machines CNC
Comprendre quelle machine-outil est la mieux adaptée pour usiner quel matériau peut aider les usines d'usinage et les agents de machines-outils à faire le choix optimal. Cet article présente les matériaux qui peuvent être usinés le plus efficacement par les fraiseuses CNC, les tours CNC et les centres d'usinage CNC.Actualités de l'industrie des machines CNC -
 Comparez le fraisage CNC et le tournage. Découvrez les différences en matière de cinématique, de géométrie, de coût et d'automatisation pour sélectionner la machine adaptée à votre production.Actualités produits
Comparez le fraisage CNC et le tournage. Découvrez les différences en matière de cinématique, de géométrie, de coût et d'automatisation pour sélectionner la machine adaptée à votre production.Actualités produits





