



Eine Fehlausrichtung der Bearbeitungstechnologie auf die Produktionsanforderungen hat schwerwiegende Auswirkungen auf den Fertigungsbetrieb. Sie riskieren einen Durchsatzengpass, übermäßigen Werkzeugverschleiß und verschwendete Kapitalausgaben. Produktionsleiter und technische Einkäufer stehen beim Übergang vom manuellen Betrieb vor besondere Herausforderungen. Sie müssen die Ausrüstung für bestimmte Teilegeometrien bewerten, Produktionsmengen skalieren und strenge Toleranzstandards einhalten. Die Auswahl der falschen Werkzeugmaschine beeinträchtigt die Teilequalität und die betriebliche Effizienz in der Werkstatt.
Wir bieten einen umfassenden technischen Vergleich zwischen Fräs- und Drehplattformen. Das Verständnis der grundlegenden Unterschiede in den Kinematik-, Werkzeug- und Einrichtungsanforderungen schafft einen klaren Rahmen für die Beschaffung. Dadurch wird die Prozessplanung gesteuert, die Workflow-Automatisierung optimiert und sichergestellt, dass Sie die richtige Technologie für Ihre spezifischen Fertigungsergebnisse einsetzen. Durch die Analyse von Teildrucken und Produktionsmengen können Sie die genaue Maschinenarchitektur an Ihre täglichen Betriebsanforderungen anpassen.
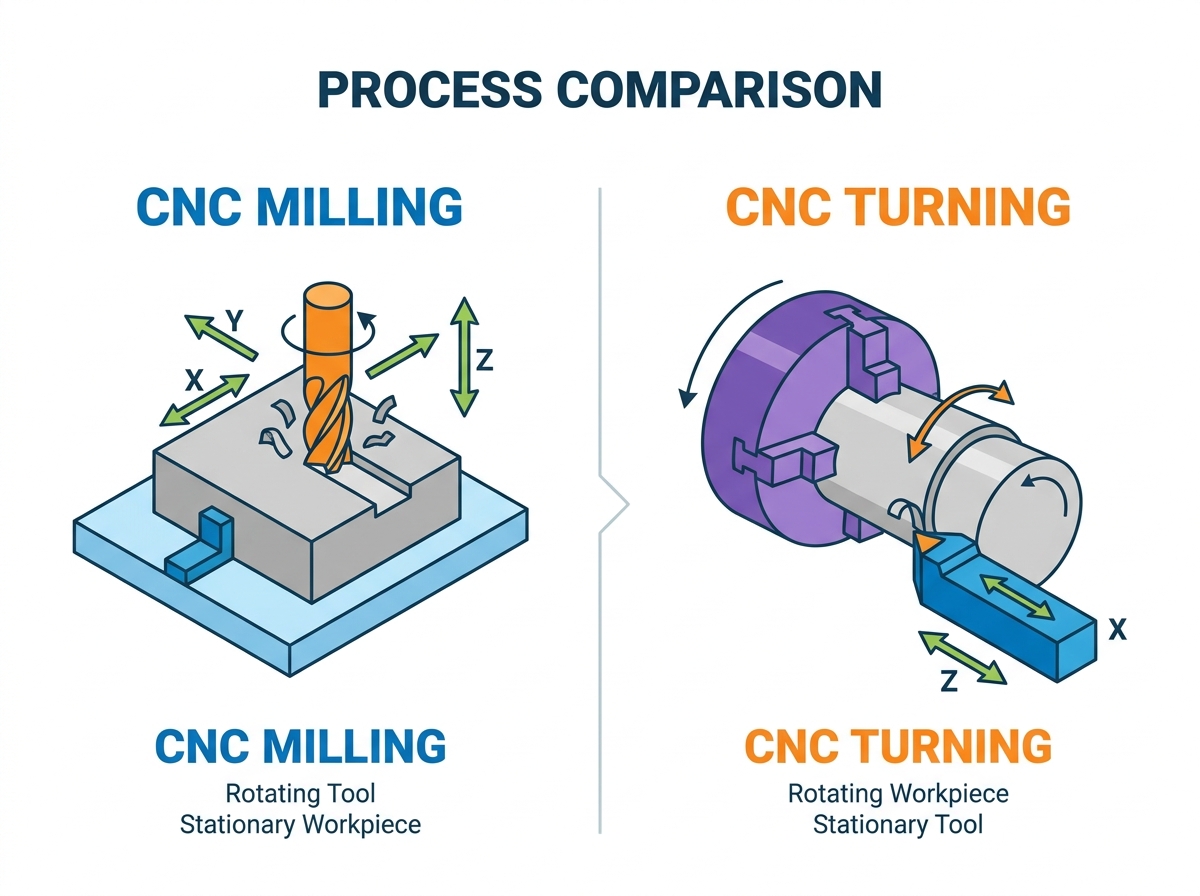
Kinematischer Unterschied: Eine CNC-Fräsmaschine verwendet rotierende Schneidwerkzeuge gegen ein stationäres (oder mehrachsig positioniertes) Werkstück, während eine CNC-Drehmaschine das Werkstück gegen stationäre Schneidwerkzeuge dreht.
Geometrische Eignung: Das Fräsen wurde für prismatische, flache und komplexe unregelmäßige 3D-Formen entwickelt. Das Drehen ist für zylindrische, konische und symmetrische Profile optimiert.
Kosten und Komplexität: Das Fräsen erfordert im Allgemeinen höhere Anfangsinvestitionen und eine komplexere CAM-Programmierung, während Drehmaschinen schnellere Zykluszeiten für runde Teile bei geringerer Eintrittsbarriere bieten.
Der Automatisierungssprung: Der Übergang vom manuellen Fräsen oder Drehen zu CNC-Konfigurationen reduziert den Zeitaufwand und den durch menschliches Versagen verursachten Ausschuss erheblich und erhöht gleichzeitig die Maßgenauigkeit.
Hybride Alternativen: Die fortschrittliche Fertigung schließt häufig die Lücke mit Fräs-Dreh-Zentren (Drehmaschinen mit angetriebenen Werkzeugen), die vor dem Kauf eine differenzierte ROI-Bewertung erfordern.
Definition der Kernmechanik: Funktionsprinzipien
Die CNC-Fräsmaschine: Rotierende Werkzeuge, stationäres Werkstück
A CNC-Fräsmaschinen arbeiten nach einem Grundprinzip: Das Schneidwerkzeug dreht sich, während das Werkstück stationär bleibt. Die Maschinenspindel hält das Werkzeug und treibt es mit hoher Geschwindigkeit an. Standardkonfigurationen nutzen drei Linearachsen. Die X-Achse bewegt sich nach links und rechts, die Y-Achse bewegt sich vorwärts und rückwärts und die Z-Achse bewegt sich nach oben und unten. Fortschrittliche 4-Achsen- und 5-Achsen-Maschinen verfügen über Drehachsen (A, B oder C), um die Werkstückausrichtung während des Schneidzyklus zu manipulieren.
Bei Fräsvorgängen ist die Werkstückspannung von entscheidender Bedeutung. Sie befestigen das Rohmaterial mit Präzisionsschraubstöcken, Stufenspannern oder individuell gefertigten Spannplatten am Maschinenbett. Dieser starre Aufbau verhindert Vibrationen und sorgt für Maßhaltigkeit. Zu den Standardfräsvorgängen gehören Planfräsen zum Erstellen flacher Oberflächen, Profilfräsen für Außenkonturen, Bohren zum Erstellen präziser Löcher und Taschenfräsen zum Aushöhlen innerer Hohlräume. Bei der Bearbeitung eines Blocks aus 6061-Aluminium könnte der Bediener beispielsweise einen 3-Zoll-Planfräser verwenden, um die Oberfläche auszurichten, bevor er einen 1/2-Zoll-Vollhartmetall-Schaftfräser einsetzt, um eine tiefe Tasche auszufräsen.
Um eine erfolgreiche Fräseinrichtung durchzuführen, befolgen Bediener normalerweise die folgenden Schritte:
Reinigen Sie den Maschinentisch und die Schraubstockbacken, um alle Späne und Rückstände zu entfernen.
Markieren Sie die feste Schraubstockbacke, um sicherzustellen, dass sie perfekt parallel zum X-Achsen-Verfahrweg ist.
Befestigen Sie das Rohmaterial im Schraubstock und heben Sie das Material mithilfe von Parallelen auf die richtige Höhe.
Laden Sie die erforderlichen Schneidwerkzeuge in das Magazin des automatischen Werkzeugwechslers (ATC).
Berühren Sie jedes Werkzeug, um die Werkzeuglängenversätze in der Maschinensteuerung festzulegen.
Verwenden Sie einen Kantentaster oder einen Spindeltaster, um die X- und Y-Bezugspunkte auf dem Werkstück zu ermitteln.
Führen Sie das Programm im Einzelsatzmodus mit reduzierten Eilgangüberschreibungen aus, um den Werkzeugweg sicher zu überprüfen.
Die CNC-Drehmaschine: Rotierendes Werkstück, stationäre Werkzeuge
A Die CNC-Drehmaschine kehrt die kinematische Beziehung um. Die Maschine sichert das Rohmaterial in einem Spannfutter oder einer Spannzange, die an der Hauptspindel befestigt ist. Die Spindel dreht das Stangenmaterial oder den Knüppel mit hohen Umdrehungen pro Minute (U/min). Die Schneidwerkzeuge bleiben stationär und werden auf einem starren Werkzeugrevolver montiert.
Der Revolver bewegt sich entlang zweier Hauptachsen. Die Z-Achse bewegt sich parallel zum sich drehenden Werkstück, während sich die X-Achse senkrecht bewegt, um die Schnitttiefe zu steuern. Diese Bewegung formt das Äußere oder Innere des Spinnteils. Zu den Standarddrehoperationen gehören das Plandrehen, um das Ende des Teils auszurichten, das Drehen, um den Außendurchmesser zu verringern, das Nuten, um Kanäle zu schneiden, das Gewindeschneiden für Befestigungselemente und das Bohren, um Innenlöcher zu vergrößern. Beim Drehen einer Welle aus 4140-Stahl wird durch den kontinuierlichen Eingriff eines Hartmetalleinsatzes das Material effizient abgeschert, wodurch lange, kontinuierliche Späne entstehen, wenn die Vorschubgeschwindigkeit und die Schnitttiefe optimiert werden.
Teilegeometrie und Produktionsmöglichkeiten
Wann sollte eine CNC-Fräsmaschine spezifiziert werden?
Sie geben ein Fräszentrum an, wenn die Teilegeometrie einen multidirektionalen Materialabtrag erfordert. Zu den Erfolgskriterien gehören Teile, die asymmetrische Merkmale, flache planare Oberflächen oder außermittige Löcher erfordern. Fräsen zeichnet sich durch die Erzeugung komplexer, unregelmäßiger 3D-Konturen aus. Zu den typischen Anwendungen gehören Halterungen für die Luft- und Raumfahrt, Spritzgusshohlräume, Motorblöcke für Kraftfahrzeuge und komplexe medizinische Implantate. Das rotierende Werkzeug kann sich in einem 5-Achsen-Aufbau aus nahezu jedem Winkel dem Material nähern.
Allerdings weist das Fräsen deutliche Einschränkungen auf. Für die Herstellung perfekt runder, langer zylindrischer Teile ist es äußerst ineffizient. Die Herstellung eines Zylinders auf einer Mühle erfordert eine Kreisinterpolation. Dieser Prozess beruht auf gleichzeitigen X- und Y-Achsenbewegungen, die nicht mit der inhärenten Rundheit einer sich drehenden Drehmaschinenspindel mithalten können. Wenn Sie versuchen, zylindrische Profile auf einer Fräsmaschine zu bearbeiten, erhöhen sich auch die Rüstzeiten, da Sie oft kundenspezifische weiche Backen oder einen 4. Achsen-Rundtaktgeber benötigen, um auf mehrere Seiten des Zylinders zugreifen zu können.
Wann sollte eine CNC-Drehmaschine spezifiziert werden?
Sie geben ein Drehzentrum für Bauteile an, die Rotationssymmetrie erfordern. Zu den Erfolgskriterien gehören Teile, die eine strenge Konzentrizität, konische Formen, präzise Gewinde oder gleichmäßige symmetrische Profile erfordern. Drehmaschinen dominieren die Produktion von Wellen, kundenspezifischen Buchsen, Gewindebefestigungen, Hydraulikkolben und Passstiften. Der kontinuierliche Eingriff des Schneidwerkzeugs gegen das Spinnmaterial führt zu außergewöhnlichen Oberflächengüten an runden Teilen.
Standardmäßige 2-Achsen-Drehmaschinen unterliegen aufgrund nichtzylindrischer Merkmale erheblichen Einschränkungen. Sie können keine flachen Ebenen, außermittigen Merkmale oder unregelmäßigen Profile bearbeiten. Die Herstellung eines Sechskantkopfes auf einer gedrehten Welle erfordert die Übergabe des Teils an ein Fräszentrum für sekundäre Bearbeitungen, was die Bearbeitungszeit erhöht und das Risiko einer Toleranzstapelung mit sich bringt. Der Bediener muss das Teil im Frässchraubstock sorgfältig markieren, um sicherzustellen, dass der Sechskant perfekt mit dem gedrehten Durchmesser übereinstimmt.
Bewertungsdimensionen: Anpassung der Maschine an die Fertigungsergebnisse
Präzision, Toleranzen und Oberflächenbeschaffenheit
Die Präzision hängt stark von der Maschinensteifigkeit und der Schnittdynamik ab. Beim Fräsen müssen Sie die Ablenkungsrisiken langer, schlanker Schneidwerkzeuge in den Griff bekommen. Hohe Schnittkräfte können den Schaftfräser vom Material wegdrücken und die Maßhaltigkeit beeinträchtigen. Sie können dem entgegenwirken, indem Sie kürzere Werkzeughalter verwenden, die Schnitttiefe verringern oder einen letzten Federdurchgang durchführen, um die Abmessung zu bereinigen. Umgekehrt besteht bei Drehvorgängen das Risiko einer Teileverformung. Lange, dünne Schäfte können sich vom Schneidwerkzeug wegbiegen, wenn sie nicht durch einen Reitstock oder eine Lünette abgestützt werden.
Die Konzentrizität ist auf einer Drehmaschine von Natur aus überlegen, da sich das Teil um eine feste Mittellinie dreht. Das Erreichen echter Rundheit ist ein natürliches Nebenprodukt des Drehprozesses. Mittlerweile zeichnet sich ein High-End-Fräszentrum durch die Einhaltung enger Positionstoleranzen bei komplexen Mehrebenenmerkmalen aus. Die Steifigkeit des Maschinengusses und hochwertige Linearführungen bestimmen bei beiden Verfahren die endgültige Oberflächenbeschaffenheit. Eine schwere Basis aus Gusseisen dämpft Vibrationen und sorgt dafür, dass die Schneidkante das Material sauber abschneidet, anstatt über die Oberfläche zu klappern.
Produktionsvolumen und Zykluszeiten
Das Produktionsvolumen bestimmt die Maschinenauswahl. Eine mit einem automatischen Stangenlader ausgestattete Drehmaschine bietet enorme Durchsatzvorteile für die kontinuierliche Produktion hoher Stückzahlen. Die Maschine entnimmt automatisch frisches Stangenmaterial, trennt das fertige Bauteil ab und beginnt mit dem nächsten Zyklus, ohne dass der Bediener eingreifen muss. Dieser Aufbau dominiert die Großserienproduktion von zylindrischen Bauteilen und ermöglicht es den Werkstätten, Nachtschichten zu betreiben.
Fräszykluszeiten unterliegen unterschiedlichen Gegebenheiten. Sie müssen mehrere Werkzeugwechsel, langsamere Vorschubgeschwindigkeiten für komplexe 3D-Geometrien und das manuelle Laden von Teilen berücksichtigen. Sie können Fräszentren jedoch mithilfe von Palettenpools automatisieren. Mit Palettensystemen können Bediener Rohmaterial außerhalb der Maschine laden, während die Spindel ein anderes Teil schneidet. Diese Automatisierung eignet sich für Produktionsläufe mit hohem Mix und geringem Volumen, da die Spindel weiterdreht, während der Bediener die Einrichtungsarbeiten offline erledigt.
Materialkompatibilität und Werkzeugverschleiß
Aufgrund des Schneideneingriffs variiert die Werkzeuglebensdauer zwischen den beiden Verfahren erheblich. Beim Fräsen kommt es auf unterbrochene Schnitte an. Die Schneidkanten eines Schaftfräsers dringen wiederholt in das Material ein und aus. Dieser thermische und mechanische Schock beschleunigt den Werkzeugverschleiß, insbesondere bei harten Legierungen wie Inconel oder Titan. Beim Drehen wird ein kontinuierlicher Schnitteingriff genutzt. Der Einsatz bleibt in ständigem Kontakt mit dem Material, sorgt für eine stabile thermische Umgebung und verlängert die Werkzeuglebensdauer.
Auch die Kühlmittelzufuhr und die Spanabfuhr unterscheiden sich. Drehmaschinen werfen Späne aufgrund der Schwerkraft auf natürliche Weise nach unten in das Förderband ab. Beim Fräsen bleiben Späne oft in tiefen Taschen hängen. Sie müssen Hochdruck-Kühlmittel durch die Spindel oder starke Luftstöße verwenden, um die Späne abzuleiten und ein Nachschneiden zu verhindern, das den Schaftfräser schnell zerstört. Das Nachschneiden gehärteter Späne führt zu Mikroausbrüchen an der Hartmetallschneide, was zu vorzeitigem Werkzeugausfall und schlechter Oberflächengüte führt.
| Feature- | Fräsoperationen | Drehoperationen |
|---|---|---|
| Werkzeugtypen | Schaftfräser, Planfräser, Bohrer, Gewindebohrer | Dreheinsätze, Bohrstangen, Stechwerkzeuge |
| Spanabfuhr | Erfordert Hochdruckkühlmittel oder Luftstoß | Schwerkraftunterstützt, fällt in die Pommespfanne |
| Komplexität des Setups | Hoch (Trammen, Anzeigen, mehrere Offsets) | Niedrig (Futterbacken, Spannzangen, Einzelbezug) |
| Automatisierungspotenzial | Palettenwechsler, Roboterbeladung | Stangenlader, Teilefänger, Portallader |
Wertbeeinflussende Faktoren und Investitionsüberlegungen
Anfängliche Kapitalausgaben (CapEx)
Zur Bewertung der Investitionsausgaben ist ein Vergleich der Maschinenkonfigurationen erforderlich. Die Grundkosten einer Standard-3-Achsen-Fräse unterscheiden sich im Allgemeinen von denen einer Standard-2-Achsen-Drehmaschine. Drehmaschinen stellen häufig eine geringere Eintrittsbarriere für die Herstellung einfacher zylindrischer Teile dar. Sie erfordern weniger Bewegungsachsen und einfachere Steuerungssysteme. Eine einfache 2-Achsen-Drehmaschine kann mit minimalem Setup sofort mit dem Ausdrehen von Stiften und Buchsen beginnen.
Mit zunehmender Komplexität steigen die Investitionen schnell an. Die Aufrüstung auf ein 5-Achsen-Fräszentrum erfordert hochentwickelte Drehzapfentische, fortschrittliche Kinematik und High-End-Steuerungssoftware. Ebenso erhöht das Hinzufügen von Mehrspindelkonfigurationen oder angetriebenen Werkzeugfunktionen zu einer Drehmaschine die Anfangsinvestition erheblich. Um den Aufwand zu rechtfertigen, müssen Sie die Maschinenleistung direkt auf die Komplexität Ihres spezifischen Teils abstimmen. Der Kauf einer 5-Achsen-Maschine zum Bohren einfacher Lochmuster verschwendet Kapital, das anderswo eingesetzt werden könnte.
Werkzeug-, Wartungs- und Betriebskosten (OpEx)
Die Betriebskosten variieren je nach Werkzeuganforderungen. Das Fräsen erfordert einen großen Bestand an Werkzeughaltern, verschiedenen Schaftfräsern, Planfräsern, Bohrfuttern und kundenspezifischen Spannkomponenten. Vollhartmetall-Schaftfräser müssen häufig ausgetauscht werden. Bei Drehvorgängen werden standardmäßige Dreheinsätze und Universalspannbacken eingesetzt. Hartmetalleinsätze sind im Allgemeinen wirtschaftlicher und lassen sich schneller indexieren als der Austausch ganzer Schaftfräser. Wenn die Kante einer Wendeschneidplatte stumpf wird, löst der Bediener einfach eine Schraube, dreht die Wendeschneidplatte auf eine neue Kante und setzt den Schnitt fort.
Die routinemäßige Wartung wirkt sich auf die langfristigen Kosten aus. In Fräszentren ist eine regelmäßige Prüfung der Spindelzugstange, die Ausrichtung des Werkzeugwechslers und das Nachfüllen des Schmiermittels erforderlich. Drehmaschinen erfordern eine Überprüfung der Ausrichtung des Revolvers, eine Schmierung des Spannfutters und eine Kalibrierung des Reitstocks. Beide Plattformen erfordern eine strenge vorbeugende Wartung, um die Genauigkeit aufrechtzuerhalten und katastrophale Spindelausfälle zu verhindern. Wenn beispielsweise die Spannfutterschmierung an einer Drehmaschine ignoriert wird, verringert sich die Spannkraft, was dazu führen kann, dass ein schweres Werkstück während eines Drehzyklus mit hoher Drehzahl herausfliegt.
Anforderungen an Grundfläche und Einrichtung
Die Anforderungen der Einrichtung bestimmen die Platzierung der Maschine. Hochleistungsfräszentren benötigen viel Stellfläche. Sie müssen die Stellfläche der Maschine, Kühlmitteltanks, Späneförderer und Bedienerzugangstüren berücksichtigen. Große Portalmühlen erfordern spezielle Stahlbetonfundamente, um die geometrische Stabilität unter hohen Schnittlasten aufrechtzuerhalten. Das Fundament muss die Maschine von externen Vibrationen isolieren, die durch in der Nähe befindliche Gabelstapler oder Stanzpressen verursacht werden.
Drehzentren zeichnen sich in der Regel durch eine kompaktere Stellfläche aus. Das lineare Design einer Drehmaschine passt gut in zellulare Fertigungslayouts. Durch den Einbau eines 12-Fuß-Stangenladers erhöht sich jedoch die erforderliche Stellfläche drastisch. Vor der Installation müssen Sie für beide Maschinentypen den Strombedarf, die Druckluftversorgung und die Fundamentsteifigkeit bewerten. Stellen Sie sicher, dass Ihr Werkstattluftkompressor den kontinuierlichen CFM-Anforderungen von Luftstößen und Werkzeugwechsel-Pneumatik gerecht wird.
Umsetzungsrealitäten und Einführungsrisiken
Der Übergang von der manuellen Bearbeitung zur CNC-Automatisierung
Das Upgrade von manueller Ausrüstung auf CNC-Konfigurationen verändert die Produktionsmöglichkeiten. Bei der manuellen Bearbeitung kommt es ausschließlich auf die Fähigkeiten des Bedieners an, was zu Abweichungen zwischen den Teilen und hohen Ausschussraten führt. Die CNC-Automatisierung eliminiert die Varianz menschlicher Bediener. Die Maschine führt in jedem Zyklus den exakt gleichen Werkzeugweg aus. Dies führt zu einer exponentiellen Steigerung der Wiederholbarkeit von Charge zu Charge und verkürzt die Zykluszeiten drastisch.
Der Return on Investment ergibt sich aus einer erhöhten Spindelverfügbarkeit. Eine CNC-Maschine schneidet Material schneller, nutzt optimierte Vorschübe und führt schnelle Werkzeugwechsel durch. Sie können mehrere Maschinen gleichzeitig mit weniger Bedienern betreiben, wodurch die Arbeitseffizienz maximiert und der Gesamtdurchsatz der Fabrik erhöht wird. Ein Bediener kann einen Rohblock in das Walzwerk laden, den Zyklusstart drücken und dann zur Drehmaschine gehen, um die fertigen Drehteile zu prüfen.
Bedienerfähigkeitsniveau und Programmierkomplexität
Die Lernkurve ist je nach Plattform unterschiedlich. Das Schreiben von G-Code für eine standardmäßige 2-Achsen-Drehmaschine ist im Allgemeinen unkompliziert. Der Programmierer verwaltet nur X- und Z-Koordinaten. Viele Bediener programmieren einfache Drehteile direkt an der Maschinensteuerung per Dialogprogrammierung. Sie geben den Rohmaterialdurchmesser und die Endabmessungen ein und die Steuerung generiert automatisch den Werkzeugweg.
Das Fräsen bringt eine erhebliche Programmierkomplexität mit sich. Mehrachsiges Fräsen erfordert fortgeschrittene Kenntnisse der Computer-Aided Manufacturing (CAM)-Software. Der Programmierer muss Werkzeugabstände, komplexe Arbeitsversätze und Werkzeugwege auf mehreren Ebenen verwalten. Diese Komplexität erhöht das Risiko katastrophaler Maschinenabstürze aufgrund von Programmierfehlern. Um diese Risiken zu mindern, müssen Sie in umfassende Schulungs- und Simulationssoftware investieren. Die Überprüfung des G-Codes in einer Simulationsumgebung verhindert, dass eine schnelle Bewegung die Spindel direkt in den Schraubstock treibt.
Rüstzeiten und Montageherausforderungen
Die Rüsteffizienz wirkt sich auf die täglichen Produktionspläne aus. Drehmaschinen bieten schnelle Rüstzeiten. Sie bohren einfach einen Satz weicher Backen auf oder tauschen eine Spannzange aus, laden die Werkzeuge in den Revolver und tasten die Werkzeugversätze ab. Die standardisierte Werkstückspannung eines 3-Backenfutters vereinfacht den Wechsel zwischen verschiedenen zylindrischen Teilen. Ein erfahrener Bediener kann eine Drehmaschine in weniger als 30 Minuten vom Drehen von 1-Zoll-Aluminiumstiften auf 2-Zoll-Stahlwellen umstellen.
Fräseinstellungen sind von Natur aus zeitintensiv. Sie müssen Schraubstöcke justieren, um sicherzustellen, dass sie perfekt im rechten Winkel zur Spindel stehen. Komplexe Teile erfordern häufig die Erstellung benutzerdefinierter Vorrichtungen, die Angabe mehrerer Bezugspunkte und die Einrichtung mehrerer Arbeitsversätze. Fräsumgebungen mit hohem Mix erfordern Nullpunktspannsysteme, um diese übermäßigen Rüstzeiten zu reduzieren. Mit Nullpunktsystemen können Bediener ganze Spannplatten in Sekundenschnelle austauschen und dabei die Wiederholgenauigkeit im Mikrometerbereich aufrechterhalten, ohne das Teil neu markieren zu müssen.
Risikominderung: Bewertung hybrider Fräs-Dreh-Zentren
In der fortschrittlichen Fertigung wird häufig Hybridtechnologie eingesetzt, um Handhabungsrisiken zu mindern. Als Brückentechnologie dienen CNC-Drehmaschinen, die mit angetriebenen Werkzeugen und Y-Achsen-Fähigkeiten ausgestattet sind. Diese Fräs-Dreh-Zentren können Fräsvorgänge wie das Schneiden von Flächen oder das Bohren von außermittigen Löchern an einem Drehteil durchführen, ohne es aus dem Spannfutter zu nehmen.
Sie müssen prüfen, ob die Mehrkosten einer Fräs-Drehmaschine gerechtfertigt sind. Wenn Ihre Teile sowohl gedreht als auch gefräst werden müssen, führt der Transport zwischen zwei separaten Maschinen zu Toleranzstapeln und erhöht die Arbeitskosten. Ein Fräs-Dreh-Zentrum schneidet ein fertiges Teil in einem Arbeitsgang ab und sorgt so für perfekte Konzentrizität und Merkmalsausrichtung. Dadurch entfällt der Bedarf an sekundären Fräsvorrichtungen und der Gesamtbestand an unfertigen Werkstücken in der Werkstatt wird reduziert.
Abschluss
Überprüfen Sie Ihre aktuellen Teiledrucke, um das genaue Verhältnis von zylindrischen Merkmalen zu flachen, prismatischen Geometrien zu berechnen.
Bewerten Sie die Grundfläche Ihrer Werkstatt und die Kapazität Ihres Fundaments, um festzustellen, ob Sie eine große Portalfräsmaschine oder eine Drehmaschine mit einem 12-Fuß-Stangenlader unterbringen können.
Fordern Sie von Werkzeugmaschinenbauern physikalische Testschnitte und detaillierte Zeitstudien mit Ihren schwierigsten Materiallegierungen an.
Bewerten Sie Ihre aktuellen Programmierfähigkeiten und investieren Sie in eine fortgeschrittene CAM-Schulung, wenn Sie auf Mehrachsenfräsen umsteigen.
Implementieren Sie Nullpunkt-Werkstückhaltesysteme sofort nach der Installation eines neuen Fräszentrums, um Rüstzeiten zu minimieren und die Spindelauslastung zu maximieren.
FAQ
F: Kann eine CNC-Fräsmaschine die Arbeit einer Drehmaschine erledigen?
A: Ja, über Kreisinterpolation oder Gewindefräsen. Bei großvolumigen zylindrischen Teilen ist es jedoch wesentlich langsamer und weniger effizient als ein spezielles Drehzentrum.
F: Was ist teurer im Betrieb: eine CNC-Drehmaschine oder eine Fräse?
A: Mühlen haben im Allgemeinen höhere Betriebskosten aufgrund komplexer Werkzeuganforderungen, teurer Vollhartmetall-Schaftfräser, kundenspezifischer Vorrichtungsanforderungen und längerer Rüstzeiten im Vergleich zu Standarddrehvorgängen.
F: Was ist der Lernkurvenunterschied zwischen Fräsen und Drehen?
A: Das Drehen ist normalerweise einfacher zu programmieren und einzurichten, wenn einfache 2-Achsen-Koordinaten verwendet werden. Mehrachsiges Fräsen erfordert fortgeschrittene CAM-Softwarekenntnisse, ein tieferes räumliches Bewusstsein und eine komplexe Werkzeugwegverwaltung.
F: Benötige ich für komplexe Teile eine 5-Achsen-CNC-Fräsmaschine oder eine Standard-Drehmaschine?
A: Es hängt ganz von der Geometrie ab. Eine 5-Achsen-Fräse ist für komplexe 3D-prismatische Teile konzipiert. Wenn das Teil größtenteils rund ist und einige außermittige Löcher oder Abflachungen aufweist, ist eine Drehmaschine mit angetriebenen Werkzeugen viel effizienter.
F: Wie vergleichen sich die Rüstzeiten zwischen CNC-Fräsmaschinen und Drehmaschinen?
A: Drehmaschinen bieten im Allgemeinen schnellere Rüstzeiten aufgrund standardisierter Werkstückhalterungen wie Spannfutter und Spannzangen. Mühlen benötigen oft Schraubstöcke, das Markieren von Teilen, den Bau kundenspezifischer Vorrichtungen und die Einstellung mehrerer Werkstückversätze.
F: Was ist eine Fräs-Drehmaschine und wann ist sie gerechtfertigt?
A: Eine Fräs-Drehmaschine ist ein Hybrid, der eine Drehspindel mit Live-Fräsfunktionen kombiniert. Dies ist gerechtfertigt, wenn Teile beide Vorgänge erfordern und der Transport zwischen zwei Maschinen zu Toleranzstapeln oder übermäßigen Bearbeitungskosten führt.
F: Wie schneiden manuelle Dreh- und Fräsmaschinen hinsichtlich der Genauigkeit im Vergleich zu CNC-Versionen ab?
A: CNC-Versionen eliminieren manuelle Einstellungen des Einstellrads, Spielfehler durch Menschen und Ermüdung des Bedieners. Sie bieten Wiederholgenauigkeit im Mikrometerbereich, drastisch kürzere Zykluszeiten und die Möglichkeit, komplexe Konturen zu bearbeiten, die von Hand unmöglich wären.
Verwandte Artikel
-
 Sehr geehrte Kunden und Geschäftspartner, um die nationalen Exportkontrollgesetze und -vorschriften strikt einzuhalten und internationale Verpflichtungen zu erfüllen und sicherzustellen, dass unsere exportierten CNC-Fräsmaschinen und CNC-Drehmaschinen vollständig legal und konform sind, informieren wir Sie hiermit über die relevanten Richtlinien zumUnternehmensnachrichten
Sehr geehrte Kunden und Geschäftspartner, um die nationalen Exportkontrollgesetze und -vorschriften strikt einzuhalten und internationale Verpflichtungen zu erfüllen und sicherzustellen, dass unsere exportierten CNC-Fräsmaschinen und CNC-Drehmaschinen vollständig legal und konform sind, informieren wir Sie hiermit über die relevanten Richtlinien zumUnternehmensnachrichten -
 Das Verständnis, welche Werkzeugmaschine für die Bearbeitung welches Materials am besten geeignet ist, kann Bearbeitungsbetrieben und Werkzeugmaschinenvertretern dabei helfen, die optimale Wahl zu treffen. In diesem Artikel werden die Materialien vorgestellt, die mit CNC-Fräsmaschinen, CNC-Drehmaschinen und CNC-Bearbeitungszentren am effektivsten bearbeitet werden können.Neuigkeiten aus der CNC-Maschinenindustrie
Das Verständnis, welche Werkzeugmaschine für die Bearbeitung welches Materials am besten geeignet ist, kann Bearbeitungsbetrieben und Werkzeugmaschinenvertretern dabei helfen, die optimale Wahl zu treffen. In diesem Artikel werden die Materialien vorgestellt, die mit CNC-Fräsmaschinen, CNC-Drehmaschinen und CNC-Bearbeitungszentren am effektivsten bearbeitet werden können.Neuigkeiten aus der CNC-Maschinenindustrie -
 Vergleichen Sie CNC-Fräsen mit Drehen. Lernen Sie die Unterschiede in Kinematik, Geometrie, Kosten und Automatisierung kennen, um die richtige Maschine für Ihre Produktion auszuwählen.Produktneuigkeiten
Vergleichen Sie CNC-Fräsen mit Drehen. Lernen Sie die Unterschiede in Kinematik, Geometrie, Kosten und Automatisierung kennen, um die richtige Maschine für Ihre Produktion auszuwählen.Produktneuigkeiten





