



La desalineación de la tecnología de mecanizado con los requisitos de producción afecta gravemente las operaciones de fabricación. Corre el riesgo de producir cuellos de botella en el rendimiento, desgaste excesivo de las herramientas y gastos de capital desperdiciados. Los gerentes de producción y los compradores técnicos enfrentan distintos desafíos al hacer la transición de las operaciones manuales. Debe evaluar el equipo para geometrías de piezas específicas, escalar volúmenes de producción y cumplir con estrictos estándares de tolerancia. Seleccionar la máquina herramienta incorrecta compromete la calidad de las piezas y la eficiencia operativa en el taller.
Ofrecemos una comparación técnica rigurosa entre plataformas de fresado y torneado. Comprender las diferencias fundamentales en cinemática, herramientas y requisitos de configuración establece un marco claro para la adquisición. Esto guía la planificación de procesos, optimiza la automatización del flujo de trabajo y garantiza que implemente la tecnología adecuada para sus resultados de fabricación específicos. Al analizar las impresiones de piezas y los volúmenes de producción, puede adaptar la arquitectura exacta de la máquina a sus demandas operativas diarias.
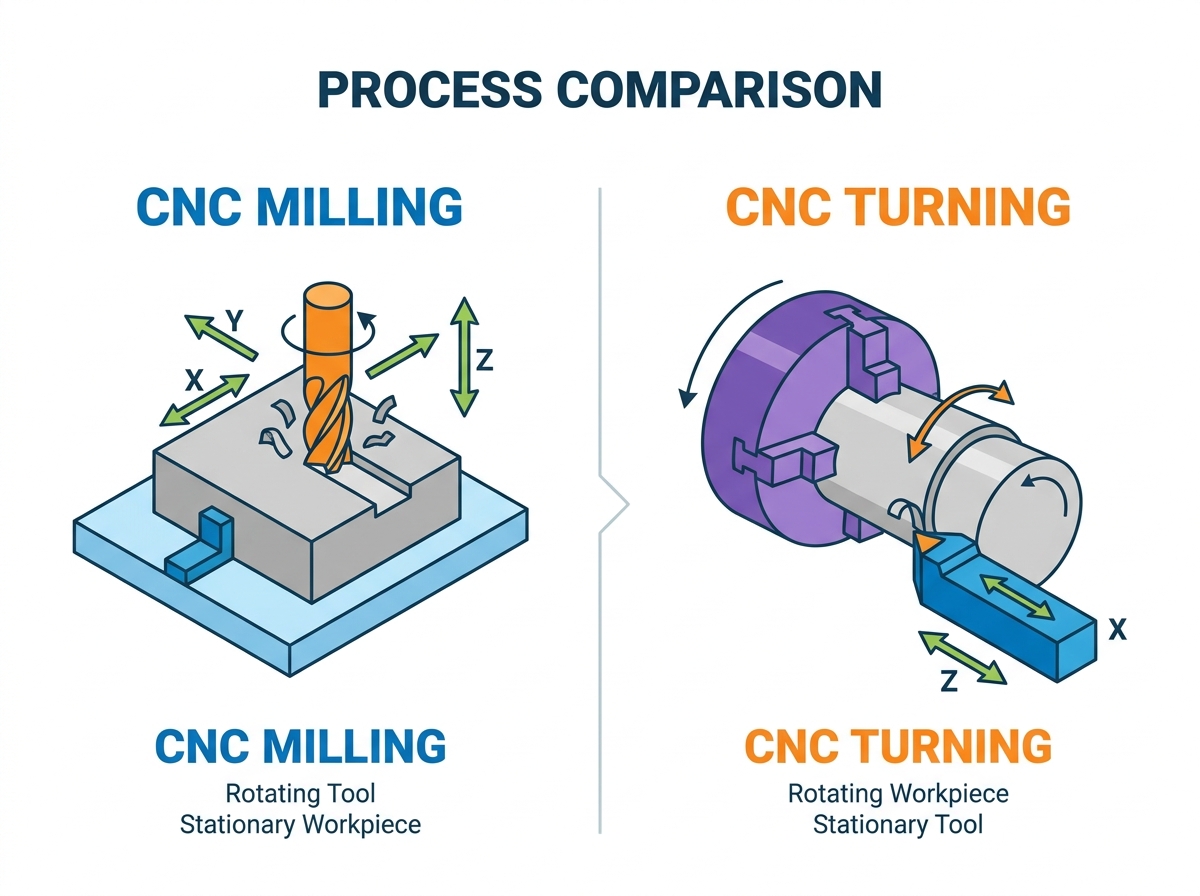
Diferencia cinemática: una fresadora CNC utiliza herramientas de corte giratorias contra una pieza de trabajo estacionaria (o posicionada en varios ejes), mientras que una máquina de torno CNC gira la pieza de trabajo contra herramientas de corte estacionarias.
Idoneidad geométrica: el fresado está diseñado para formas 3D irregulares prismáticas, planas y complejas; El torneado está optimizado para perfiles cilíndricos, cónicos y simétricos.
Costo y complejidad: el fresado generalmente requiere un mayor gasto de capital inicial y una programación CAM más compleja, mientras que los tornos ofrecen tiempos de ciclo más rápidos para piezas redondas con una barrera de entrada más baja.
El salto a la automatización: pasar del fresado o torneado manual a configuraciones CNC reduce drásticamente el consumo de tiempo y los desechos inducidos por errores humanos, al tiempo que aumenta la precisión dimensional.
Alternativas híbridas: la fabricación avanzada a menudo cierra la brecha con los centros de fresado y torneado (tornos con herramientas motorizadas), lo que requiere una evaluación matizada del retorno de la inversión antes de la compra.
Definición de la mecánica central: principios operativos
La fresadora CNC: herramientas giratorias, pieza de trabajo estacionaria
A La fresadora CNC funciona según un principio fundamental: la herramienta de corte gira mientras la pieza de trabajo permanece estacionaria. El husillo de la máquina sostiene la herramienta y la acciona a altas velocidades. Las configuraciones estándar utilizan tres ejes lineales. El eje X se mueve hacia la izquierda y hacia la derecha, el eje Y se mueve hacia adelante y hacia atrás y el eje Z se mueve hacia arriba y hacia abajo. Las máquinas avanzadas de 4 y 5 ejes introducen ejes giratorios (A, B o C) para manipular la orientación de la pieza de trabajo durante el ciclo de corte.
La sujeción de piezas es fundamental en las operaciones de fresado. La materia prima se fija a la bancada de la máquina mediante prensas de precisión, abrazaderas escalonadas o placas de fijación mecanizadas a medida. Esta configuración rígida evita la vibración y garantiza la precisión dimensional. Las operaciones de fresado estándar incluyen planeado para crear superficies planas, fresado de perfiles para contornos exteriores, taladrado para realizar orificios precisos y cavidades para ahuecar cavidades internas. Al mecanizar un bloque de aluminio 6061, por ejemplo, el operador puede usar una fresa frontal de 3 pulgadas para escuadrar la superficie superior antes de colocar una fresa de extremo de carburo sólido de 1/2 pulgada para desbastar una cavidad profunda.
Para ejecutar una configuración de fresado exitosa, los operadores suelen seguir estos pasos:
Limpie la mesa de la máquina y las mordazas del tornillo de banco para eliminar todas las virutas y residuos.
Indique la mordaza fija para asegurarse de que esté perfectamente paralela al recorrido del eje X.
Asegure la materia prima en el tornillo de banco, utilizando paralelos para elevar el material a la altura correcta.
Cargue las herramientas de corte necesarias en el cargador del cambiador automático de herramientas (ATC).
Toque cada herramienta para establecer las compensaciones de longitud de la herramienta en el control de la máquina.
Utilice un buscador de bordes o una sonda de husillo para localizar los puntos de referencia X e Y en la pieza de trabajo.
Ejecute el programa en modo de bloque único con anulaciones rápidas reducidas para verificar la trayectoria de la herramienta de forma segura.
La máquina de torno CNC: pieza de trabajo giratoria, herramientas estacionarias
A La máquina de torno CNC invierte la relación cinemática. La máquina asegura la materia prima en un mandril o pinza acoplado al husillo principal. El husillo hace girar la barra o el tocho a altas revoluciones por minuto (RPM). Las herramientas de corte permanecen estacionarias y se montan en una torreta de herramientas rígida.
La torreta se mueve a lo largo de dos ejes principales. El eje Z se desplaza paralelo a la pieza de trabajo giratoria, mientras que el eje X se desplaza perpendicularmente para controlar la profundidad de corte. Este movimiento da forma al exterior o al interior de la pieza giratoria. Las operaciones de torneado estándar incluyen refrentado para escuadrar el extremo de la pieza, torneado para reducir el diámetro exterior, ranurado para cortar canales, roscado para sujetadores y taladrado para agrandar los orificios internos. Al girar un eje de acero 4140, el acoplamiento continuo de un inserto de carburo corta el material de manera eficiente, generando virutas largas y continuas si se optimizan la velocidad de avance y la profundidad de corte.
Geometría de piezas y capacidades de producción
Cuándo especificar una fresadora CNC
Se especifica un centro de fresado cuando la geometría de la pieza exige una eliminación de material multidireccional. Los criterios de éxito incluyen piezas que requieren características asimétricas, superficies planas u orificios descentrados. El fresado destaca por generar contornos 3D irregulares complejos. Las aplicaciones típicas incluyen soportes aeroespaciales, cavidades de moldes de inyección, bloques de motores de automóviles e implantes médicos complejos. La herramienta giratoria puede acercarse al material desde prácticamente cualquier ángulo en una configuración de 5 ejes.
Sin embargo, la molienda tiene claras limitaciones. Es muy ineficiente para producir piezas cilíndricas largas y perfectamente redondas. Crear un cilindro en un molino requiere una interpolación circular. Este proceso se basa en movimientos simultáneos de los ejes X e Y, que no pueden igualar la redondez inherente generada por el husillo de un torno giratorio. Los tiempos de preparación también aumentan cuando se intenta mecanizar perfiles cilíndricos en una fresadora, ya que a menudo se necesitan mordazas blandas personalizadas o un indexador giratorio de cuarto eje para acceder a múltiples lados del cilindro.
Cuándo especificar una máquina de torno CNC
Usted especifica un centro de torneado para componentes que requieren simetría rotacional. Los criterios de éxito implican piezas que exigen una concentricidad estricta, formas cónicas, roscados precisos o perfiles simétricos uniformes. Los tornos dominan la producción de ejes, casquillos personalizados, sujetadores roscados, pistones hidráulicos y pasadores de alineación. El contacto continuo de la herramienta de corte contra el material giratorio produce acabados superficiales excepcionales en piezas redondas.
Los tornos estándar de 2 ejes enfrentan severas limitaciones con características no cilíndricas. No pueden mecanizar planos, características descentradas o perfiles irregulares. Producir una cabeza hexagonal en un eje torneado requiere transferir la pieza a un centro de fresado para operaciones secundarias, lo que aumenta el tiempo de manipulación e introduce riesgos de acumulación de tolerancias. Los operadores deben indicar cuidadosamente la pieza en el tornillo de banco para garantizar que el hexágono se alinee perfectamente con el diámetro torneado.
Dimensiones de evaluación: hacer coincidir la máquina con los resultados de fabricación
Precisión, tolerancias y acabado superficial
La precisión depende en gran medida de la rigidez de la máquina y de la dinámica de corte. En el fresado, se deben gestionar los riesgos de deflexión de las herramientas de corte largas y delgadas. Las fuerzas de corte elevadas pueden alejar la fresa del material, comprometiendo la precisión dimensional. Esto se puede combatir utilizando portaherramientas más cortos, reduciendo la profundidad de corte o realizando una pasada final de resorte para limpiar la dimensión. Por el contrario, las operaciones de torneado enfrentan riesgos de deflexión parcial. Los ejes largos y delgados pueden inclinarse lejos de la herramienta de corte a menos que estén sostenidos por un contrapunto o una luneta.
La concentricidad es inherentemente superior en un torno porque la pieza gira alrededor de una línea central fija. Lograr una verdadera redondez es un subproducto natural del proceso de torneado. Mientras tanto, un centro de fresado de alta gama destaca por mantener tolerancias posicionales estrictas en características complejas de múltiples planos. La rigidez en la fundición de la máquina y las guías lineales de alta calidad dictan el acabado superficial final en ambos procesos. Una base pesada de hierro fundido amortigua las vibraciones, lo que permite que el filo corte el material limpiamente en lugar de castañetear la superficie.
Volumen de producción y tiempos de ciclo
El volumen de producción dicta la selección de la máquina. Un torno equipado con un alimentador de barras automatizado ofrece enormes ventajas de rendimiento para una producción continua de gran volumen. La máquina extrae automáticamente barras nuevas, separa el componente terminado y comienza el siguiente ciclo sin intervención del operador. Esta configuración domina la producción de alto volumen de componentes cilíndricos, lo que permite a los talleres realizar turnos sin luces.
Los tiempos de los ciclos de fresado implican realidades diferentes. Debe tener en cuenta múltiples cambios de herramientas, velocidades de avance más lentas para geometrías 3D complejas y carga manual de piezas. Sin embargo, puede automatizar los centros de fresado utilizando grupos de paletas. Los sistemas de paletas permiten a los operadores cargar materia prima fuera de la máquina mientras el husillo corta otra pieza. Esta automatización se adapta a tiradas de producción de bajo volumen y alta mezcla, manteniendo el husillo girando mientras el operador realiza el trabajo de configuración fuera de línea.
Compatibilidad de materiales y desgaste de herramientas
La vida útil de la herramienta varía significativamente entre los dos procesos debido al compromiso de corte. El fresado se basa en cortes interrumpidos. Los bordes cortantes de una fresa entran y salen repetidamente del material. Este choque térmico y mecánico acelera el desgaste de las herramientas, especialmente en aleaciones duras como Inconel o titanio. El torneado utiliza un compromiso de corte continuo. La plaquita permanece en contacto constante con el material, proporcionando un ambiente térmico estable y prolongando la vida útil de la herramienta.
El suministro de refrigerante y la evacuación de virutas también difieren. Los tornos naturalmente arrojan virutas hacia el transportador debido a la gravedad. Las operaciones de fresado a menudo atrapan virutas dentro de bolsas profundas. Debe utilizar refrigerante a alta presión a través del husillo o fuertes ráfagas de aire para evacuar las virutas y evitar el recorte, que destruye rápidamente las fresas. El recorte de virutas endurecidas provoca microdesportilladuras en el filo de corte de carburo, lo que provoca fallos prematuros de la herramienta y acabados superficiales deficientes.
| de características | Operaciones de fresado | Operaciones de torneado |
|---|---|---|
| Tipos de herramientas | Fresas, fresas frontales, brocas, machos de roscar | Insertos de torneado, barras de mandrinar, herramientas de ranurado. |
| Evacuación de virutas | Requiere refrigerante a alta presión o chorro de aire. | Asistida por gravedad, cae en la bandeja para patatas fritas. |
| Complejidad de configuración | Alto (desplazamiento, indicación, desplazamientos múltiples) | Bajo (mordazas de portabrocas, pinzas, referencia única) |
| Potencial de automatización | Cambiadores de palets, carga robotizada | Alimentadores de barras, recogedores de piezas, cargadores de pórtico |
Factores que influyen en el valor y consideraciones de inversión
Gasto de capital inicial (CapEx)
La evaluación del gasto de capital requiere comparar las configuraciones de las máquinas. El costo base de una fresadora estándar de 3 ejes generalmente difiere del de un torno estándar de 2 ejes. Los tornos suelen presentar una barrera de entrada más baja para la producción de piezas cilíndricas básicas. Requieren menos ejes de movimiento y sistemas de control más simples. Un torno básico de 2 ejes puede comenzar a producir pasadores y casquillos inmediatamente con una configuración mínima.
La inversión aumenta rápidamente a medida que se agrega complejidad. La actualización a un centro de fresado de 5 ejes implica sofisticadas mesas de muñones, cinemática avanzada y software de control de alta gama. De manera similar, agregar configuraciones de múltiples husillos o capacidades de herramientas motorizadas a un torno aumenta significativamente la inversión inicial. Debe alinear la capacidad de la máquina directamente con la complejidad específica de su pieza para justificar el gasto. Comprar una máquina de 5 ejes para perforar patrones de agujeros simples desperdicia capital que podría destinarse a otra parte.
Costos de herramientas, mantenimiento y operación (OpEx)
Los costos operativos divergen según los requisitos de herramientas. El fresado exige un amplio inventario de portaherramientas, fresas de mango variadas, fresas frontales, portabrocas y componentes de fijación personalizados. Debe reemplazar con frecuencia las fresas de carburo sólido. Las operaciones de torneado se basan en insertos de torneado de torno estándar y mordazas de mandril universales. Los insertos de carburo son generalmente más económicos y más rápidos de indexar que reemplazar fresas enteras. Cuando el borde de una plaquita se desafila, el operador simplemente afloja un tornillo, gira la plaquita hasta obtener un borde nuevo y continúa cortando.
El mantenimiento de rutina impacta los costos a largo plazo. Los centros de fresado requieren pruebas periódicas de la barra de tiro del husillo, alineación del cambiador de herramientas y reabastecimiento de lubricante de guías. Los tornos exigen comprobaciones de alineación de la torreta, lubricación del mandril y calibración del contrapunto. Ambas plataformas requieren un mantenimiento preventivo riguroso para mantener la precisión y evitar fallas catastróficas del husillo. Ignorar la lubricación del mandril en un torno, por ejemplo, reduce la fuerza de agarre, lo que puede hacer que una pieza de trabajo pesada salga despedida durante un ciclo de giro de altas RPM.
Requisitos de espacio e instalaciones
Los requisitos de las instalaciones dictan la ubicación de las máquinas. Los centros de fresado de alta resistencia requieren un espacio considerable. Debe tener en cuenta el espacio que ocupa la máquina, los tanques de refrigerante, los transportadores de virutas y las puertas de acceso del operador. Los grandes molinos de pórtico exigen cimientos de hormigón armado especializados para mantener la estabilidad geométrica bajo cargas de corte pesadas. La cimentación debe aislar la máquina de las vibraciones externas provocadas por carretillas elevadoras o prensas de estampación cercanas.
Los centros de torneado suelen tener un tamaño más compacto. El diseño lineal de un torno encaja bien en diseños de fabricación celular. Sin embargo, agregar un alimentador de barras de 12 pies aumenta drásticamente el espacio requerido. Debe evaluar los requisitos de energía, el suministro de aire comprimido y la rigidez de los cimientos para ambos tipos de máquinas antes de la instalación. Asegúrese de que el compresor de aire de su taller pueda manejar las demandas continuas de CFM de chorros de aire y sistemas neumáticos de cambio de herramientas.
Realidades de la implementación y riesgos de la adopción
La transición del mecanizado manual a la automatización CNC
La actualización de equipos manuales a configuraciones CNC transforma las capacidades de producción. El mecanizado manual depende completamente de la habilidad del operador, lo que genera variaciones entre piezas y altas tasas de desperdicio. La automatización CNC elimina la variación del operador humano. La máquina ejecuta exactamente la misma trayectoria en cada ciclo. Esto produce ganancias exponenciales en la repetibilidad de un lote a otro y reduce drásticamente los tiempos de ciclo.
El retorno de la inversión se debe al aumento del tiempo de actividad del husillo. Una máquina CNC corta material más rápido, utiliza velocidades de avance optimizadas y realiza cambios rápidos de herramientas. Puede operar varias máquinas simultáneamente con menos operadores, maximizando la eficiencia laboral y aumentando el rendimiento general de la fábrica. Un operador puede cargar una palanquilla en bruto en el molino, presionar el inicio del ciclo y luego caminar hasta el torno para inspeccionar las piezas torneadas terminadas.
Nivel de habilidad del operador y complejidad de la programación
La curva de aprendizaje difiere entre plataformas. Escribir código G para un torno estándar de 2 ejes suele ser sencillo. El programador sólo gestiona las coordenadas X y Z. Muchos operadores programan piezas torneadas simples directamente en el control de la máquina mediante programación conversacional. Introducen el diámetro de la materia prima, las dimensiones finales y el control genera la trayectoria automáticamente.
El fresado introduce una complejidad de programación significativa. El fresado multieje requiere dominio avanzado del software de fabricación asistida por computadora (CAM). El programador debe gestionar las holguras de las herramientas, las compensaciones de trabajo complejas y las trayectorias de herramientas de múltiples planos. Esta complejidad aumenta el riesgo de fallos catastróficos de la máquina debido a un error del programador. Debe invertir en software de simulación y capacitación rigurosa para mitigar estos riesgos. La verificación del código G en un entorno de simulación evita que un movimiento rápido impulse el husillo directamente hacia el tornillo de banco.
Tiempos de configuración y desafíos de fijación
La eficiencia de la configuración afecta los programas de producción diarios. Los tornos ofrecen tiempos de preparación rápidos. Simplemente perfora un juego de mordazas blandas o cambia una pinza, carga las herramientas en la torreta y realiza las compensaciones de las herramientas. La sujeción estandarizada de un mandril de 3 garras agiliza los cambios entre diferentes piezas cilíndricas. Un operador experto puede cambiar un torno de pasadores de aluminio de 1 pulgada a ejes de acero de 2 pulgadas en menos de treinta minutos.
Las configuraciones de fresado requieren mucho tiempo. Debe desplazar las prensas para asegurarse de que estén perfectamente cuadradas con el husillo. Las piezas complejas a menudo requieren la construcción de accesorios personalizados, indicando múltiples puntos de referencia y estableciendo varias compensaciones de trabajo. Los entornos de fresado de alta mezcla exigen sistemas de sujeción de punto cero para reducir estos tiempos de preparación excesivos. Los sistemas de punto cero permiten a los operadores intercambiar placas de fijación completas en segundos, manteniendo la repetibilidad a nivel de micras sin volver a indicar la pieza.
Mitigación de riesgos: evaluación de centros híbridos de torneado y fresado
La fabricación avanzada suele utilizar tecnología híbrida para mitigar los riesgos de manipulación. Los tornos CNC equipados con herramientas motorizadas y capacidades de eje Y actúan como tecnología puente. Estos centros de torno-fresado pueden realizar operaciones de fresado, como cortar partes planas o perforar orificios descentrados, en una pieza torneada sin retirarla del mandril.
Debe evaluar si el costo adicional de una máquina torno-fresa está justificado. Si sus piezas requieren tanto torneado como fresado, moverlas entre dos máquinas separadas provoca un apilamiento de tolerancias y aumenta los costos de mano de obra. Un centro de torneado y fresado deja caer una pieza terminada en una sola operación, lo que garantiza una concentricidad y una alineación de características perfectas. Esto elimina la necesidad de accesorios de fresado secundarios y reduce el inventario total de trabajos en curso en el taller.
Conclusión
Audite las impresiones de sus piezas actuales para calcular la proporción exacta de características cilíndricas versus geometrías prismáticas planas.
Evalúe el espacio de su taller y la capacidad de los cimientos para determinar si puede acomodar un molino de pórtico grande o un torno con un alimentador de barras de 12 pies.
Solicite cortes de prueba físicos y estudios de tiempos detallados a los fabricantes de máquinas herramienta utilizando sus aleaciones de materiales más difíciles.
Evalúe sus capacidades de programación actuales e invierta en capacitación CAM avanzada si realiza la transición al fresado multieje.
Implemente sistemas de sujeción de piezas de punto cero inmediatamente después de instalar un nuevo centro de fresado para minimizar los tiempos de configuración y maximizar la utilización del husillo.
Preguntas frecuentes
P: ¿Puede una fresadora CNC hacer el trabajo de un torno?
R: Sí, mediante interpolación circular o fresado de roscas. Sin embargo, es mucho más lento y menos eficiente para piezas cilíndricas de gran volumen en comparación con un centro de torneado dedicado.
P: ¿Qué es más caro de operar: un torno CNC o una fresadora?
R: Las fresas generalmente tienen costos operativos más altos debido a requisitos de herramientas complejos, fresas de mango de carburo sólido costosas, necesidades de accesorios personalizados y tiempos de configuración más prolongados en comparación con las operaciones de torneado estándar.
P: ¿Cuál es la diferencia en la curva de aprendizaje entre fresado y torneado?
R: El torneado suele ser más fácil de programar y configurar utilizando coordenadas básicas de 2 ejes. El fresado multieje requiere dominio avanzado del software CAM, una conciencia espacial más profunda y una gestión compleja de trayectorias de herramientas.
P: ¿Necesito una fresadora CNC de 5 ejes o un torno estándar para piezas complejas?
R: Depende completamente de la geometría. Una fresadora de 5 ejes está diseñada para piezas prismáticas 3D complejas. Si la pieza es mayormente redonda con algunos agujeros o partes planas descentradas, un torno con herramientas motorizadas es mucho más eficiente.
P: ¿Cómo se comparan los tiempos de preparación entre fresadoras CNC y tornos?
R: Los tornos generalmente ofrecen tiempos de preparación más rápidos debido a la sujeción estandarizada como mandriles y pinzas. Las fábricas a menudo requieren desplazar prensas, indicar piezas, construir accesorios personalizados y establecer múltiples compensaciones de trabajo.
P: ¿Qué es una máquina torno-fresa y cuándo está justificada?
R: Una máquina fresadora-torneada es un híbrido que combina un husillo de torno con capacidades de fresado en vivo. Se justifica cuando las piezas requieren ambas operaciones y su movimiento entre dos máquinas provoca apilamiento de tolerancias o costes excesivos de manipulación.
P: ¿Cómo se comparan los tornos y fresadoras manuales con las versiones CNC en cuanto a precisión?
R: Las versiones CNC eliminan los ajustes manuales del dial, los errores humanos y la fatiga física del operador. Ofrecen repetibilidad a nivel de micras, tiempos de ciclo drásticamente más cortos y la capacidad de mecanizar contornos complejos imposibles a mano.
Artículos relacionados
-
 Estimados clientes y socios comerciales: Para cumplir estrictamente con las leyes y regulaciones nacionales de control de exportaciones y cumplir con las obligaciones internacionales, garantizando que nuestras fresadoras y tornos CNC exportados sean totalmente legales y cumplan con las normas, por la presente le notificamos las políticas pertinentes coNoticias de la empresa
Estimados clientes y socios comerciales: Para cumplir estrictamente con las leyes y regulaciones nacionales de control de exportaciones y cumplir con las obligaciones internacionales, garantizando que nuestras fresadoras y tornos CNC exportados sean totalmente legales y cumplan con las normas, por la presente le notificamos las políticas pertinentes coNoticias de la empresa -
 Comprender qué máquina herramienta es más adecuada para mecanizar qué material puede ayudar a las fábricas de mecanizado y a los agentes de máquinas herramienta a tomar la decisión óptima. Este artículo presenta los materiales que pueden mecanizarse de forma más eficaz mediante fresadoras CNC, tornos CNC y centros de mecanizado CNC.Noticias de la industria de máquinas CNC
Comprender qué máquina herramienta es más adecuada para mecanizar qué material puede ayudar a las fábricas de mecanizado y a los agentes de máquinas herramienta a tomar la decisión óptima. Este artículo presenta los materiales que pueden mecanizarse de forma más eficaz mediante fresadoras CNC, tornos CNC y centros de mecanizado CNC.Noticias de la industria de máquinas CNC -
 Compare el fresado CNC con el torneado. Conozca las diferencias en cinemática, geometría, costos y automatización para seleccionar la máquina adecuada para su producción.Noticias de productos
Compare el fresado CNC con el torneado. Conozca las diferencias en cinemática, geometría, costos y automatización para seleccionar la máquina adecuada para su producción.Noticias de productos





