



Переход от ручного фрезерования к компьютерному числовому управлению представляет собой масштабный сдвиг в субтрактивном производстве. Это обеспечивает воспроизводимое производство деталей с высокими допусками в больших масштабах. А Фрезерный станок с ЧПУ автоматизирует удаление материала из необработанного блока с помощью вращающихся многоточечных режущих инструментов, управляемых запрограммированными инструкциями. Эта технология составляет основу современного промышленного производства.
Несовпадение сложности детали, требований к материалам и объема производства с неправильными характеристиками станка приводит к раздутым капитальным затратам, чрезмерному времени наладки и снижению качества детали. Выбор оборудования с недостаточной жесткостью вынуждает инженерно-технические группы постоянно искать обходные пути. В конечном итоге это снижает общую пропускную способность. Чрезмерная спецификация машины приводит к недостаточному использованию активов и напрасной трате ресурсов.
Понимание точной механики, конфигурации осей и эксплуатационных ограничений фрезерной платформы является обязательным. Команды проектирования и закупок должны оценить, стоит ли инвестировать во внутреннее оборудование или заключить контракт со специализированным оборудованием. Обрабатывающий центр с ЧПУ . Освоение этих основ помогает организациям согласовывать производственные стратегии с фактическими производственными потребностями.
Субтрактивная точность: фрезерные станки с ЧПУ используют автоматизированные вращающиеся режущие инструменты для удаления материала со стационарной или многоосной вращающейся заготовки, достигая допусков часто менее ±0,0005 дюйма.
Конфигурация определяет возможности. Выбор между 3-, 4- и 5-осевыми станками напрямую влияет на частоту наладки, доступ к инструментам и возможность обработки сложных органических геометрических форм.
Стратегический поиск поставщиков. Высокопроизводительное мелкосерийное производство часто предпочитает аутсорсинг уже существующему обрабатывающему центру с ЧПУ, тогда как крупносерийное производство запатентованных деталей оправдывает приобретение собственного оборудования.
Механика: как работает фрезерный станок с ЧПУ
Субтрактивное производство работает по совершенно иному принципу, чем аддитивные процессы, такие как 3D-печать. Вместо того, чтобы создавать деталь слой за слоем, фрезерный станок начинает с цельного куска сырья. Мы называем это заготовкой или заготовкой. Благодаря использованию высокоскоростных вращающихся режущих инструментов машина систематически срезает материал до тех пор, пока не останется только желаемая конечная геометрия. Этот процесс создает прочные, однородные детали с исключительной структурной целостностью.
В интерфейсе прямой резки используется вращающийся цилиндрический режущий инструмент, движущийся по нескольким запрограммированным траекториям. Такие инструменты, как концевые фрезы, торцевые фрезы и сверла, вырезают заготовку определенной геометрии. Торцевые фрезы быстро очищают большие плоские площади. Концевые фрезы меньшего размера вырезают сложные пазы, глубокие карманы, точные отверстия и сложные трехмерные контуры. Взаимодействие между режущей кромкой и заготовкой приводит к образованию стружки. Эта стружка эффективно отводит тепло от зоны резания, защищая металлургические свойства готовой детали.
Разнообразие материалов заготовок определяет рабочие параметры, необходимые для успешного фрезерования. Для разных материалов требуются определенные скорости шпинделя, скорости подачи и геометрия инструмента. Обработка алюминия требует высоких оборотов в минуту и агрессивной подачи, чтобы предотвратить приваривание материала к инструменту. Резка твердых сплавов, таких как нержавеющая сталь или титан, требует жестких установок, более низких скоростей шпинделя и высокого крутящего момента для преодоления прочности материала на сдвиг. Конструкционные пластики, такие как ПОМ, PEEK и нейлон, требуют острых инструментов и тщательного управления температурой, чтобы предотвратить плавление или деформацию в процессе резки.
| Тип материала | Типичная скорость шпинделя (об/мин) | Требования к инструменту | Стратегия подачи СОЖ |
|---|---|---|---|
| Алюминий (6061-T6) | 10 000 - 15 000+ | Твердый сплав без покрытия, 2–3 канавки | Наводнение или туман под высоким давлением |
| Нержавеющая сталь (304/316) | 3000–6000 | Твердый сплав с покрытием TiAlN, 4–5 канавок | Тяжелый поток охлаждающей жидкости |
| Титан (Ти-6Ал-4В) | 1000–3000 | Специальное покрытие, высокая спираль | Сквозной шпиндель высокого давления |
| Инженерные пластмассы (PEEK) | 6000 - 10000 | Полированная, острая кромка | Воздушный поток или легкий туман |
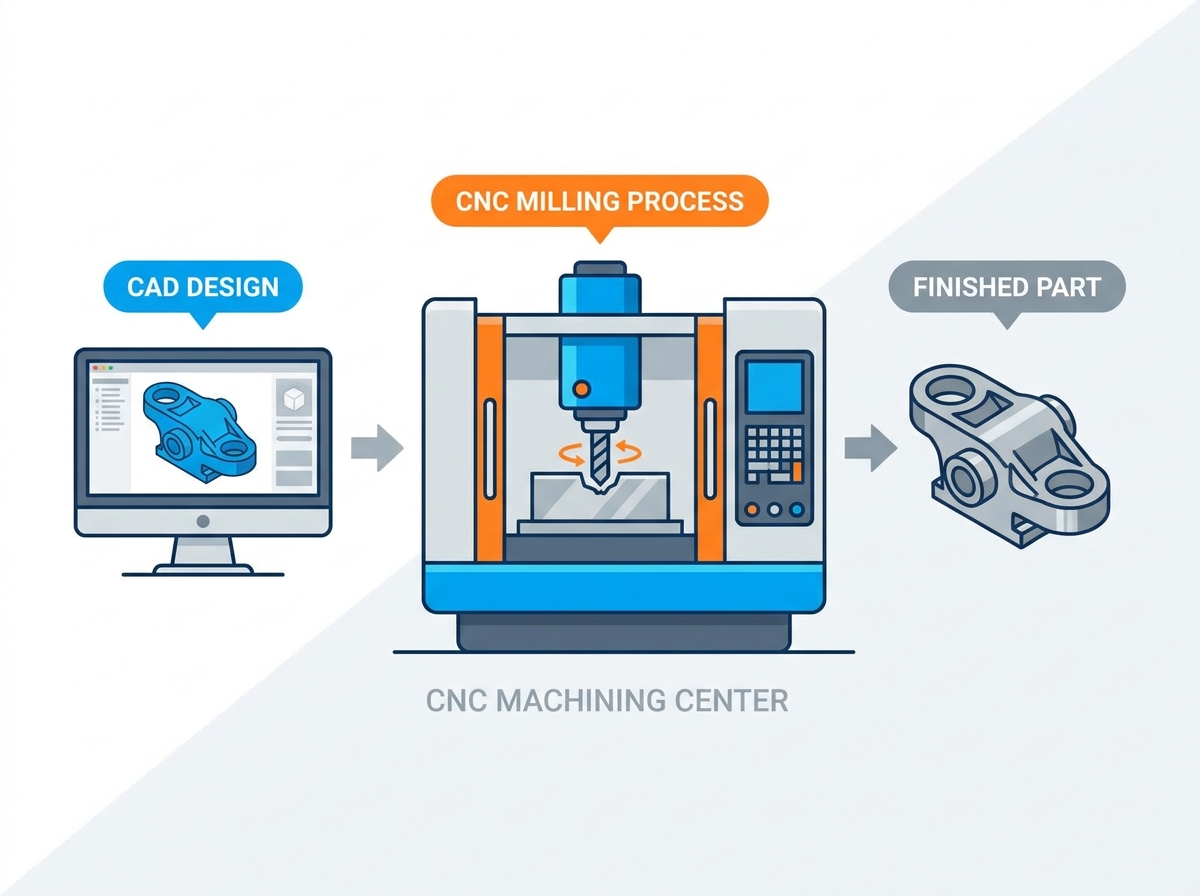
Процесс перевода программного обеспечения в аппаратное обеспечение устраняет разрыв между цифровым замыслом и физическим исполнением. Рабочий процесс следует строгой последовательности:
Команда инженеров создает 3D CAD-модель желаемой детали.
Модель импортируется в программное обеспечение CAM (автоматизированное производство).
Программист выбирает режущие инструменты, скорости и подачи в среде CAM.
Программное обеспечение CAM генерирует оптимизированные траектории движения инструмента на основе выбранных параметров.
Программное обеспечение обрабатывает эти данные в G-код.
G-код — это стандартизированный язык программирования, который определяет управление движением. Он сообщает машине, куда именно двигаться в трехмерном пространстве. М-коды управляют функциями машины. К ним относятся активация подачи СОЖ под высоким давлением, запуск смены инструмента и управление направлением шпинделя.
Современные фрезерные платформы полагаются на системы обратной связи с обратной связью, обеспечивающие абсолютную точность. Серводвигатели приводят в движение шариковые винты, которые перемещают оси машины. Стеклянные шкалы высокого разрешения или поворотные энкодеры постоянно контролируют фактическое физическое положение этих осей. Эти позиционные данные передаются в контроллер машины в режиме реального времени. Если контроллер обнаруживает какое-либо несоответствие между запрограммированными координатами и фактическим положением инструмента, он мгновенно применяет корректирующие микрорегулировки. Этот непрерывный контур обратной связи уменьшает механический люфт и обеспечивает соблюдение точных допусков независимо от сил резания или теплового расширения.
Основные компоненты современного обрабатывающего центра с ЧПУ
Эволюция субтрактивного производства стерла грань между базовым фрезерным станком и комплексной производственной платформой. Стандартный фрезерный станок обычно имеет открытую архитектуру. Это требует значительного ручного вмешательства для смены инструмента и управления стружкой. Современный обрабатывающий центр представляет собой полностью закрытую систему, интегрированную с автоматическими устройствами смены инструмента, системами подачи СОЖ под высоким давлением и автоматическими конвейерами стружки. Такая интеграция превращает оборудование из простого режущего инструмента в непрерывный производственный актив, способный выполнять операции без освещения.
Блок управления машиной действует как мозг всей системы. Он интерпретирует G-код и управляет синхронизированным движением всех серводвигателей и вспомогательных систем. Архитектуры управления обычно делятся на две категории. Собственные средства управления, разработанные производителями оборудования, часто имеют диалоговые интерфейсы программирования, оптимизированные для конкретного оборудования. Открытые архитектуры, соответствующие отраслевым стандартам, такие как FANUC или Siemens, предлагают всеобщую осведомленность. Это облегчает набор операторов, уже обладающих необходимыми знаниями в области программирования.
Динамика шпинделя определяет скорость съема материала, которую может достичь станок. Шпиндель удерживает и вращает режущий инструмент. Его производительность определяется числом оборотов, кривой крутящего момента и типом конусности. Высокоскоростные шпиндели со скоростью более 15 000 об/мин идеально подходят для быстрой и легкой резки алюминия и пластмасс. Шпиндели с высоким крутящим моментом, работающие на более низких оборотах, необходимы для тяжелой черновой обработки инструментальных сталей и суперсплавов. Тип конуса определяет жесткость соединения инструмента. Конусы HSK расширяются на высоких скоростях, обеспечивая более плотное сцепление с держателем инструмента. Это обеспечивает превосходные характеристики биения при высокоскоростной обработке по сравнению со стандартными конусами CAT40.
Устройство автоматической смены инструмента (ATC) значительно сокращает время цикла. Это устраняет необходимость вмешательства оператора между различными операциями обработки. На каруселях и в ATC с боковой установкой хранятся от дюжины до более сотни предварительно отмеренных режущих инструментов. Когда программа требует новый инструмент, АТС за считанные секунды заменяет текущий инструмент в шпинделе на запрошенный инструмент. Эта возможность позволяет одному станку выполнять операции торцовки, черновой, чистовой обработки, сверления и нарезания резьбы за одну непрерывную установку.
В основе движения машины лежит система направляющих. Выбор между линейными и коробчатыми направляющими существенно влияет на область применения машины.
Коробчатые направляющие: имеют прочные прямоугольные направляющие, обеспечивающие максимальный контакт с поверхностью. Они обеспечивают исключительную жесткость и превосходное гашение вибрации. Это делает их предпочтительным выбором для тяжелой прерывистой резки твердых материалов, таких как титан и инконель.
Линейные направляющие: в них используются шарикоподшипники с рециркуляцией или ролики на профилированных рельсах. Они обеспечивают значительно меньшее трение, обеспечивая более высокую скорость ускоренного перемещения и более высокое ускорение. Линейные направляющие идеально подходят для высокоскоростной обработки, где маневренность и скорость контурной обработки имеют приоритет над силой грубого резания.
Конфигурации осей и производственные возможности
Количество программируемых осей фрезерного станка определяет его геометрические возможности. Это напрямую влияет на производственную стратегию. Выбор правильной конфигурации имеет важное значение для оптимизации времени настройки и достижения требуемой точности детали.
3-осевое фрезерование (X, Y, Z)
В трехосной конфигурации режущий инструмент перемещается по трем линейным осям: X (влево и вправо), Y (вперед и назад) и Z (вверх и вниз). Заготовка остается неподвижной на столе станка. Эта установка очень эффективна для изготовления плоских 2,5D-деталей, простых кронштейнов и опорных пластин. Основным ограничением 3-осевого фрезерования является доступ к инструментам. Если для детали требуется обработка нескольких граней, оператор должен вручную остановить станок, разжать деталь, повернуть ее и восстановить рабочую систему координат. Каждая ручная настройка может привести к допускам штабелирования и ошибкам позиционирования.
4-осевое фрезерование (добавление оси А)
4-осевой станок включает в себя стандартные линейные перемещения по осям X, Y и Z с добавлением оси вращения. Обычно это ось A, которая вращается вокруг оси X. Обычно этого достигают путем установки поворотного стола или индексатора на станину станка. Добавление четвертой оси позволяет машине получать доступ к нескольким сторонам заготовки без ручного вмешательства. Это особенно выгодно для обработки цилиндрических деталей и выполнения непрерывной резки вокруг цилиндра. Это сокращает количество настроек, подвергая режущему шпинделю до четырех граней призматического блока за одну операцию.
5-осевое фрезерование (добавление оси B или C)
5-осевое фрезерование представляет собой высочайший уровень субтрактивных геометрических возможностей. Эти машины добавляют две оси вращения к стандартным трем линейным осям. Конфигурация может включать наклонно-поворотный стол (цапфу) или шарнирно-поворотную головку. При позиционной обработке 3+2 оси вращения ориентируют деталь под определенным углом, фиксируются на месте, а резка выполняется с использованием трех линейных осей. При полной 5-осевой одновременной обработке все пять осей перемещаются непрерывно и одновременно. Эта возможность необходима для производства аэрокосмических крыльчаток, сложных медицинских имплантатов, лопаток турбин и изделий сложной органической геометрии. Компромиссы включают значительно более высокие первоначальные капиталовложения, потребность в современном программном обеспечении CAM-программирования и необходимость в высококвалифицированных операторах для управления сложной проверкой траектории движения инструмента и предотвращения столкновений.
| Конфигурация оси | Первичное движение Лучшая | приложения | эффективность настройки |
|---|---|---|---|
| 3-осевой | X, Y, Z линейный | Плоские пластины, простые кронштейны | Низкий (требуется переворот вручную) |
| 4-осевой | X, Y, Z + A (Вращение) | Цилиндрические детали, многогранные блоки | Средний (доступ с 4 сторон) |
| 5-осевой (3+2) | X, Y, Z + B, C (Позиционное) | Сложные многогранные детали | Высокий (доступ с 5 сторон) |
| 5-осевой (одновременный) | Все 5 осей движутся вместе | Крыльчатки, лопатки турбин | Очень высокий (сложные контуры) |
Оценка фрезерных станков с ЧПУ для вашего производства
Приобретение подходящего оборудования требует систематической оценки текущих и будущих потребностей производства. Неспособность привести характеристики машины в соответствие с фактическими производственными потребностями приводит к серьезной неэффективности работы.
Формулировка проблемы устанавливает критерии успеха инвестиций. Команды проектирования и закупок должны определить производственные требования на основе твердости материала, требуемых допусков на размеры, характеристик качества поверхности и прогнозируемых размеров партии. Предприятию, производящему большие объемы небольших алюминиевых корпусов с жесткими допусками, требуется совершенно иная архитектура оборудования, чем цеху, специализирующемуся на небольших объемах тяжелых стальных форм. Установление этих параметров предотвращает приобретение несоответствующей технологии.
Матрица характеристик и результатов помогает преобразовать технические спецификации в ощутимые производственные выгоды. Оценка конкретных характеристик машины с желаемыми результатами гарантирует, что инвестиции будут направлены на правильные эксплуатационные показатели.
Высокий крутящий момент/низкая частота вращения: Результат = эффективная обработка инструментальных сталей и суперсплавов без вибраций без остановки шпинделя и чрезмерного износа инструмента.
Высокая частота вращения/низкий крутящий момент: Результат = превосходное качество поверхности и исключительно быстрое время цикла обработки алюминия, латуни и специальных пластиков.
Термическая компенсация: Результат = поддержание объемной точности во время длительных непрерывных производственных циклов с автоматической регулировкой структурного расширения по мере нагревания отливки.
Масштабируемость и автоматизация должны учитываться в процессе оценки. По мере увеличения объемов производства машина должна поддерживать автоматизированные рабочие процессы. Оценка возможностей интеграции для пулов поддонов позволяет загружать детали за пределы станка, в то время как шпиндель остается активным. Роботизированные системы загрузки деталей и подача СОЖ под высоким давлением через шпиндель являются критически важными функциями, обеспечивающими надежные и беспрепятственные производственные смены. Это максимизирует общую эффективность оборудования.
Реалии реализации и скрытые затраты
Развертывание передового производственного оборудования сопряжено с логистическими и инфраструктурными проблемами, выходящими далеко за рамки поставки самого оборудования. Подготовка производственной среды — важнейший этап внедрения.
Требования к объекту определяют физическую среду, необходимую для работы машины в соответствии с заявленными спецификациями. Высокопроизводительные фрезерные центры требуют железобетонных фундаментов определенной глубины. Это предотвращает передачу гармонических вибраций при тяжелом резании. Объект должен обеспечивать стабильное трехфазное питание, чистый сжатый воздух в больших объемах и достаточную вентиляцию. Для применений, требующих микронной точности, машина должна размещаться в среде со строгим климат-контролем. Колебания температуры окружающей среды заставят отливку машины и заготовку расширяться и сжиматься, нарушая точность размеров.
Капитальные затраты на оснастку и фиксацию составляют значительную, часто недооцененную часть общих инвестиций. Голая машина не может производить детали. Для оснащения платформы требуются высококачественные прецизионные тиски, специальные крепежные пластины для нулевой точки, сбалансированные держатели инструментов, а также обширный запас концевых фрез из твердого сплава или с алмазным покрытием. Эти важные аксессуары обычно добавляют существенный процент к первоначальным инвестициям в машину и должны быть учтены при первоначальном распределении бюджета.
Привлечение талантов представляет собой серьезный операционный риск в нынешней производственной среде. Нехватка квалифицированной рабочей силы означает, что приобрести оборудование зачастую проще, чем найти персонал для его эксплуатации. Эксплуатация сложного многоосного оборудования требует найма или тщательного обучения персонала, способного к расширенному программированию CAM, логике макропеременных и глубокому устранению неисправностей оборудования. Без компетентных программистов и специалистов по настройке даже самая совершенная машина не сможет обеспечить запланированную производительность.
Внутренние инвестиции против аутсорсинга в обрабатывающий центр с ЧПУ
Решение о том, следует ли наращивать внутренние производственные мощности или привлекать внешних поставщиков, является стратегическим перекрестком. Это решение зависит от распределения капитала, толерантности к риску и стабильности объемов производства.
Требуется тщательный анализ капитальных затрат и операционных расходов. Покупка машины предполагает огромные первоначальные капитальные затраты, последующую амортизацию и текущие накладные расходы. Закупка готовых деталей у внешнего партнера меняет финансовую модель на переменные операционные расходы. Для компаний с непроверенными производственными линейками или крайне нестабильным спросом вложение капитала в тяжелое машиностроение ограничивает финансовую гибкость. Для зрелых продуктов со стабильными прогнозами на большие объемы интернализация производства позволяет получить прибыль поставщика и повысить долгосрочную прибыльность.
Уровень использования определяет финансовую жизнеспособность внутреннего оборудования. Простоя оборудования – это прямая утечка капитала. Для достижения положительного возврата инвестиций собственное оборудование обычно требует минимального порога использования от 60 до 70 процентов. Если объем запасных частей компании позволяет машине работать только два дня в неделю, амортизация и затраты на оборудование намного перевесят предполагаемую экономию внутреннего производства.
Аутсорсинг выступает в качестве мощного механизма снижения рисков. Заключение контракта с проверенным поставщиком перекладывает неотъемлемые риски, связанные с обслуживанием оборудования, износом инструментов, ошибками CAM-программирования и процентом брака материалов, непосредственно на поставщика. Такое расположение обеспечивает огромную гибкость. Это позволяет компаниям мгновенно увеличивать или уменьшать производственные мощности без найма персонала или ликвидации активов. Это позволяет внутренним командам полностью сосредоточиться на разработке, сборке и распространении продукта на рынке.
Заключение
Проведите комплексное исследование времени основных деталей с помощью передового программного обеспечения CAM, чтобы установить точные базовые показатели времени цикла.
Запросите у производителей станков физические испытания, используя реальный материал детали, чтобы проверить жесткость и качество поверхности.
Проведите аудит процессов контроля качества и сертификации ISO у любых потенциальных внешних партнеров-производителей, чтобы убедиться, что они соответствуют вашим конкретным отраслевым стандартам.
Рассчитайте прогнозируемый коэффициент использования оборудования на основе 12-месячного прогноза производства, чтобы определить, является ли приобретение собственного оборудования экономически выгодным.
Часто задаваемые вопросы
Вопрос: В чем разница между фрезерным станком с ЧПУ и токарным станком с ЧПУ?
A: Фрезерный станок удерживает заготовку неподвижно, в то время как вращающиеся режущие инструменты перемещаются вокруг нее для удаления материала, что идеально подходит для плоских или сложных призматических деталей. Токарный станок вращает саму заготовку на высоких скоростях, а стационарный режущий инструмент формирует ее, что делает ее идеальной для цилиндрических или симметричных деталей.
Вопрос: Какие материалы можно обрабатывать на станке с ЧПУ?
Ответ: Эти машины могут обрабатывать широкий спектр твердых материалов. Обычные металлы включают алюминий, сталь, нержавеющую сталь, латунь и титан. Они также эффективно обрабатывают пластмассы, такие как PEEK, POM, нейлон и поликарбонат, а также специализированные современные композиты и инструментальные доски.
Вопрос: В чем разница между стандартным фрезерным станком с ЧПУ и обрабатывающим центром с ЧПУ?
Ответ: Стандартный фрезерный станок часто имеет открытую архитектуру и требует ручной замены инструмента. Обрабатывающий центр — это полностью закрытое автоматизированное производственное подразделение, оснащенное устройством автоматической смены инструмента (ATC), системами подачи СОЖ под высоким давлением и конвейерами для стружки, предназначенными для непрерывного крупносерийного производства.
Вопрос: Каков типичный срок службы фрезерного станка с ЧПУ?
Ответ: При тщательном профилактическом обслуживании высококачественная промышленная машина может эффективно работать от 15 до 20 лет. Однако управляющая электроника и сервосистемы могут устареть или потребовать модернизации до того, как тяжелая чугунная механическая конструкция придет в негодность.
Вопрос: Какие допуски может выдерживать стандартный фрезерный станок с ЧПУ?
Ответ: Ухоженная, прочная промышленная машина, работающая в условиях климат-контроля, может надежно поддерживать допуски размеров от ±0,0005 дюйма до ±0,001 дюйма. Более жесткие допуски достижимы, но требуют специального инструмента, термической компенсации и тщательно контролируемых стратегий обработки.
Вопрос: В чем разница между обработкой 3+2 и одновременным 5-осевым фрезерованием?
A: При обработке 3+2 две оси вращения позиционируют деталь под фиксированным углом и фиксируют, в то время как три линейные оси выполняют резку. При одновременном 5-осном фрезеровании все пять осей перемещаются одновременно, позволяя инструменту следовать сложным, плавным 3D-контурам.
Похожие статьи
-
 Уважаемые клиенты и деловые партнеры! В целях строгого соблюдения национальных законов и правил экспортного контроля, а также выполнения международных обязательств, гарантируя, что наши экспортируемые фрезерные станки с ЧПУ и токарные станки с ЧПУ полностью законны и соответствуют требованиям, мы настоящим уведомляем вас о соответствующих политикахНовости компании
Уважаемые клиенты и деловые партнеры! В целях строгого соблюдения национальных законов и правил экспортного контроля, а также выполнения международных обязательств, гарантируя, что наши экспортируемые фрезерные станки с ЧПУ и токарные станки с ЧПУ полностью законны и соответствуют требованиям, мы настоящим уведомляем вас о соответствующих политикахНовости компании -
 Понимание того, какой станок лучше всего подходит для обработки какого материала, может помочь обрабатывающим предприятиям и станкостроительным предприятиям сделать оптимальный выбор. В этой статье представлены материалы, которые наиболее эффективно обрабатываются на фрезерных станках с ЧПУ, токарных станках с ЧПУ и обрабатывающих центрах с ЧПУ.Новости машиностроительной отрасли с ЧПУ
Понимание того, какой станок лучше всего подходит для обработки какого материала, может помочь обрабатывающим предприятиям и станкостроительным предприятиям сделать оптимальный выбор. В этой статье представлены материалы, которые наиболее эффективно обрабатываются на фрезерных станках с ЧПУ, токарных станках с ЧПУ и обрабатывающих центрах с ЧПУ.Новости машиностроительной отрасли с ЧПУ -
 Сравните фрезерную обработку с ЧПУ и токарную обработку. Изучите различия в кинематике, геометрии, стоимости и автоматизации, чтобы выбрать подходящую машину для вашего производства.Новости о продуктах
Сравните фрезерную обработку с ЧПУ и токарную обработку. Изучите различия в кинематике, геометрии, стоимости и автоматизации, чтобы выбрать подходящую машину для вашего производства.Новости о продуктах





