



Der Übergang vom manuellen Fräsen zur numerischen Computersteuerung stellt einen massiven Wandel in der subtraktiven Fertigung dar. Es ermöglicht eine wiederholbare Teileproduktion mit hohen Toleranzen im großen Maßstab. A Die CNC-Fräsmaschine automatisiert die Materialentfernung aus einem Rohblock mithilfe rotierender Mehrpunkt-Schneidwerkzeuge, die durch programmierte Anweisungen gesteuert werden. Diese Technologie bildet das Rückgrat der modernen industriellen Produktion.
Die falsche Abstimmung von Teilekomplexität, Materialanforderungen und Produktionsvolumen mit den falschen Maschinenspezifikationen führt zu überhöhten Investitionsausgaben, übermäßigen Rüstzeiten und einer beeinträchtigten Teilequalität. Die Auswahl von Geräten mit unzureichender Steifigkeit zwingt Ingenieurteams zu ständigen Problemumgehungen. Dies verschlechtert letztendlich den Gesamtdurchsatz. Die Überspezifikation einer Maschine führt zu einer unzureichenden Auslastung der Anlagen und einer Verschwendung von Ressourcen.
Es ist zwingend erforderlich, die genaue Mechanik, Achskonfiguration und betrieblichen Einschränkungen einer Fräsplattform zu verstehen. Technik- und Beschaffungsteams müssen abwägen, ob sie in interne Ausrüstung investieren oder einen Spezialisten beauftragen CNC-Bearbeitungszentrum . Die Beherrschung dieser Grundlagen hilft Unternehmen dabei, Fertigungsstrategien an den tatsächlichen Produktionsanforderungen auszurichten.
Subtraktive Präzision: CNC-Fräsmaschinen nutzen automatisierte, rotierende Schneidwerkzeuge, um Material von einem stationären oder mehrachsig rotierenden Werkstück abzutragen und erreichen dabei oft engere Toleranzen als ±0,0005 Zoll.
Die Konfiguration bestimmt die Leistungsfähigkeit: Die Wahl zwischen 3-Achsen-, 4-Achsen- und 5-Achsen-Maschinen wirkt sich direkt auf die Rüsthäufigkeit, den Werkzeugzugriff und die Fähigkeit zur Bearbeitung komplexer organischer Geometrien aus.
Strategische Beschaffung: Eine Produktion mit hohem Mix und geringen Stückzahlen begünstigt oft die Auslagerung an ein etabliertes CNC-Bearbeitungszentrum, wohingegen die Produktion von proprietären Teilen mit großen Stückzahlen die Anschaffung eigener Maschinen rechtfertigt.
Die Mechanik: Wie eine CNC-Fräsmaschine funktioniert
Die subtraktive Fertigung funktioniert nach einem völlig anderen Prinzip als additive Verfahren wie der 3D-Druck. Anstatt ein Teil Schicht für Schicht aufzubauen, beginnt eine Fräsmaschine mit einem massiven Rohmaterialblock. Wir nennen dies einen Knüppel oder ein Werkstück. Durch den Einsatz von Hochgeschwindigkeits-Rotationsschneidwerkzeugen schert die Maschine systematisch Material ab, bis nur noch die gewünschte Endgeometrie übrig bleibt. Durch diesen Prozess entstehen robuste, homogene Teile mit außergewöhnlicher struktureller Integrität.
Die Direktschneideschnittstelle basiert auf einem sich drehenden, zylindrischen Schneidwerkzeug, das entlang mehrerer programmierter Werkzeugwege angetrieben wird. Werkzeuge wie Schaftfräser, Planfräser und Bohrer schnitzen bestimmte Geometrien in das Werkstück. Planfräser räumen schnell große flache Flächen ab. Kleinere Schaftfräser schneiden komplizierte Schlitze, tiefe Taschen, präzise Löcher und komplexe 3D-Konturen. Durch die Wechselwirkung zwischen Schneide und Werkstück entstehen Späne. Diese Späne leiten die Wärme effektiv von der Schneidzone ab und schützen so die metallurgischen Eigenschaften des Endteils.
Die Vielfalt der Werkstückmaterialien bestimmt die Betriebsparameter, die für ein erfolgreiches Fräsen erforderlich sind. Unterschiedliche Materialien erfordern spezifische Spindelgeschwindigkeiten, Vorschübe und Werkzeuggeometrien. Die Bearbeitung von Aluminium erfordert hohe Drehzahlen und aggressive Vorschübe, um zu verhindern, dass Material mit dem Werkzeug verschweißt. Das Schneiden zäher Legierungen wie Edelstahl oder Titan erfordert starre Aufbauten, niedrigere Spindelgeschwindigkeiten und ein hohes Drehmoment, um die Scherfestigkeit des Materials zu überwinden. Technische Kunststoffe wie POM, PEEK und Nylon erfordern scharfe Werkzeuge und ein sorgfältiges Wärmemanagement, um ein Schmelzen oder Verziehen während des Schneidvorgangs zu verhindern.
| Materialtyp | Typische Spindelgeschwindigkeit (U/min) | Werkzeuganforderung | Kühlmittelstrategie |
|---|---|---|---|
| Aluminium (6061-T6) | 10.000 - 15.000+ | Unbeschichtetes Hartmetall, 2–3 Schneiden | Hochdruckflut oder Nebel |
| Edelstahl (304/316) | 3.000 - 6.000 | TiAlN-beschichtetes Hartmetall, 4–5 Schneiden | Starke Kühlmittelüberschwemmung |
| Titan (Ti-6Al-4V) | 1.000 - 3.000 | Spezialbeschichtet, High Helix | Hochdruck durch die Spindel |
| Technische Kunststoffe (PEEK) | 6.000 - 10.000 | Hochglanzpoliert, scharfe Kante | Luftstoß oder leichter Nebel |
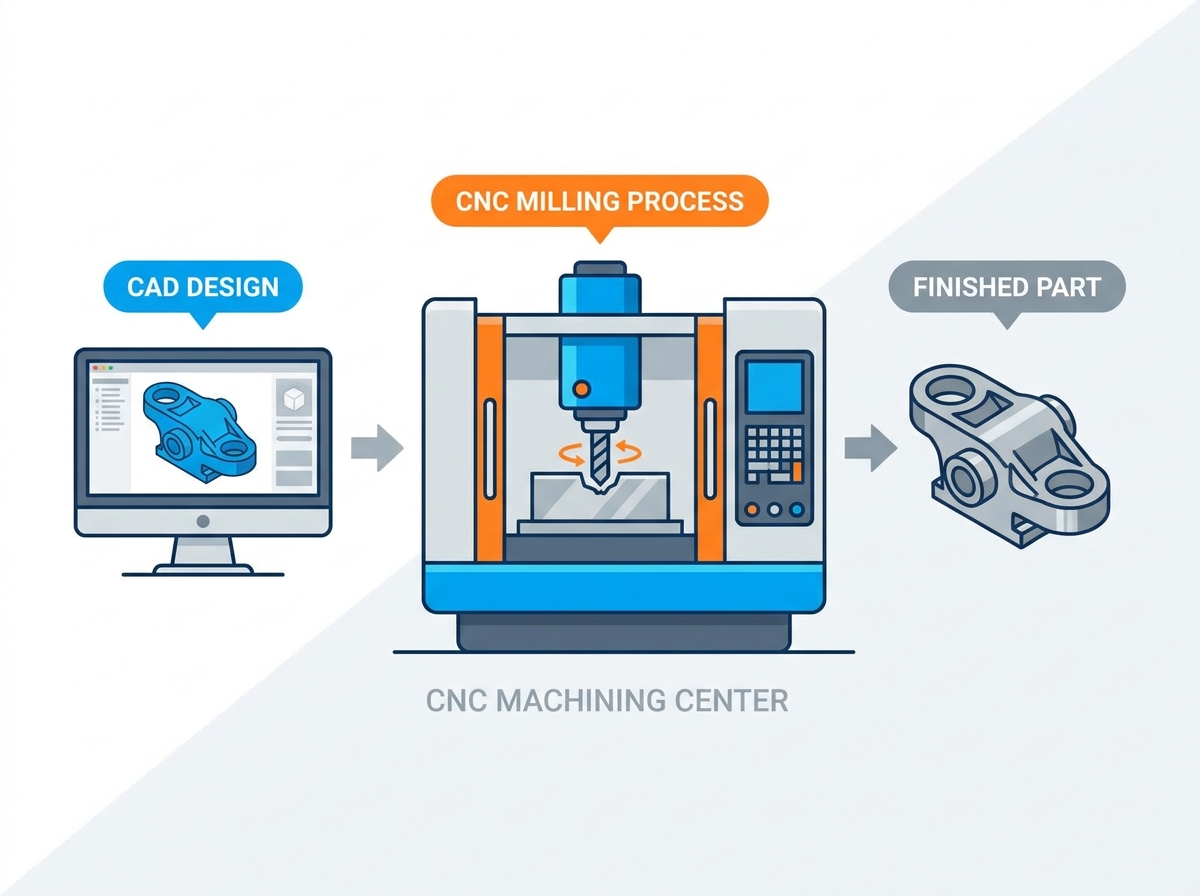
Der Software-zu-Hardware-Übersetzungsprozess schließt die Lücke zwischen digitaler Absicht und physischer Ausführung. Der Arbeitsablauf folgt einer strengen Reihenfolge:
Das Ingenieurteam erstellt ein 3D-CAD-Modell des gewünschten Teils.
Das Modell wird in eine CAM-Software (Computer-Aided Manufacturing) importiert.
Der Programmierer wählt Schneidwerkzeuge, Geschwindigkeiten und Vorschübe innerhalb der CAM-Umgebung aus.
Die CAM-Software generiert optimierte Werkzeugwege basierend auf den ausgewählten Parametern.
Die Software verarbeitet diese Daten in G-Code weiter.
G-Code ist die standardisierte Programmiersprache, die die Bewegungssteuerung vorschreibt. Es sagt der Maschine genau, wohin sie sich im dreidimensionalen Raum bewegen soll. M-Codes dienen der Steuerung von Maschinenfunktionen. Dazu gehören die Aktivierung von Hochdruckkühlmittel, das Auslösen von Werkzeugwechseln und die Steuerung der Spindelrichtung.
Moderne Fräsplattformen sind auf Feedbacksysteme mit geschlossenem Regelkreis angewiesen, um absolute Präzision aufrechtzuerhalten. Servomotoren treiben die Kugelumlaufspindeln an, die die Maschinenachsen bewegen. Hochauflösende Glasmaßstäbe oder Drehgeber überwachen ständig die tatsächliche physikalische Position dieser Achsen. Diese Positionsdaten werden in Echtzeit an die Maschinensteuerung zurückgemeldet. Wenn die Steuerung eine Diskrepanz zwischen den programmierten Koordinaten und der tatsächlichen Werkzeugposition erkennt, nimmt sie sofort korrigierende Mikroeinstellungen vor. Diese kontinuierliche Rückkopplungsschleife verringert das mechanische Spiel und stellt sicher, dass die Maschine unabhängig von Schnittkräften oder Wärmeausdehnung exakte Toleranzen einhält.
Kernkomponenten eines modernen CNC-Bearbeitungszentrums
Die Entwicklung der subtraktiven Fertigung hat die Grenzen zwischen einer einfachen Fräsmaschine und einer umfassenden Produktionsplattform verwischt. Eine Standardfräsmaschine verfügt typischerweise über eine offene Architektur. Es erfordert erhebliche manuelle Eingriffe für Werkzeugwechsel und Spanmanagement. Ein modernes Bearbeitungszentrum ist ein vollständig geschlossenes System mit automatischen Werkzeugwechslern, Hochdruck-Kühlsystemen durch die Spindel und automatisierten Späneförderern. Diese Integrationen verwandeln die Ausrüstung von einem einfachen Schneidwerkzeug in eine kontinuierliche Produktionsanlage, die in der Lage ist, Betriebe ohne Unterbrechung durchzuführen.
Die Maschinensteuereinheit fungiert als Gehirn des gesamten Systems. Es interpretiert den G-Code und orchestriert die synchronisierte Bewegung aller Servomotoren und Hilfssysteme. Steuerungsarchitekturen lassen sich im Allgemeinen in zwei Kategorien einteilen. Vom Maschinenbauer entwickelte proprietäre Steuerungen verfügen häufig über Dialogprogrammierschnittstellen, die für ihre spezifische Hardware optimiert sind. Offene Industriestandard-Architekturen wie FANUC oder Siemens bieten universelle Vertrautheit. Dies erleichtert die Rekrutierung von Bedienern, die bereits über die erforderlichen Programmierkenntnisse verfügen.
Die Spindeldynamik bestimmt die Materialabtragsraten, die eine Maschine erreichen kann. Die Spindel hält und dreht das Schneidwerkzeug. Seine Leistung wird durch seine Drehzahlfähigkeit, die Drehmomentkurve und den Kegeltyp definiert. Hochgeschwindigkeitsspindeln mit mehr als 15.000 U/min sind ideal für schnelle, leichte Schnitte in Aluminium und Kunststoffen. Für die schwere Schruppbearbeitung von Werkzeugstählen und Superlegierungen sind Spindeln mit hohem Drehmoment erforderlich, die bei niedrigeren Drehzahlen arbeiten. Der Kegeltyp bestimmt die Steifigkeit der Werkzeugverbindung. HSK-Kegel dehnen sich bei hohen Geschwindigkeiten aus, um den Werkzeughalter fester zu greifen. Dies sorgt im Vergleich zu Standard-CAT40-Kegeln für überlegene Rundlaufeigenschaften bei der Hochgeschwindigkeitsbearbeitung.
Der automatische Werkzeugwechsler (ATC) verkürzt die Zykluszeiten drastisch. Dadurch entfällt die Notwendigkeit eines Bedienereingriffs zwischen verschiedenen Bearbeitungsvorgängen. Karussells und seitlich montierte ATCs lagern zwischen einem Dutzend und über hundert vorab abgemessenen Schneidwerkzeugen. Wenn das Programm ein neues Werkzeug anfordert, tauscht das ATC innerhalb von Sekunden das aktuelle Werkzeug in der Spindel gegen das angeforderte Werkzeug aus. Diese Fähigkeit ermöglicht es einer einzigen Maschine, Plan-, Schrupp-, Schlicht-, Bohr- und Gewindeschneidvorgänge in einer einzigen, unterbrechungsfreien Aufspannung durchzuführen.
Die Grundlage für die Bewegung der Maschine ist ihr Führungssystem. Die Wahl zwischen Linearführungen und Kastenführungen hat grundsätzlichen Einfluss auf den Einsatzbereich der Maschine.
Box Ways: Diese verfügen über solide, rechteckige Führungen, die maximalen Oberflächenkontakt bieten. Sie bieten außergewöhnliche Steifigkeit und hervorragende Vibrationsdämpfung. Dies macht sie zur bevorzugten Wahl für schwere, unterbrochene Schnitte in harten Materialien wie Titan und Inconel.
Linearführungen: Diese nutzen Kugelumlauflager oder Rollen auf Profilschienen. Sie bieten deutlich weniger Reibung und ermöglichen so schnellere Eilgänge und höhere Beschleunigungen. Linearführungen sind ideal für Hochgeschwindigkeitsbearbeitungsanwendungen, bei denen Agilität und Konturgeschwindigkeit Vorrang vor roher Schnittkraft haben.
Achsenkonfigurationen und Produktionsmöglichkeiten
Die Anzahl der programmierbaren Achsen einer Fräsmaschine bestimmt ihre geometrischen Möglichkeiten. Es beeinflusst direkt die Fertigungsstrategie. Die Auswahl der richtigen Konfiguration ist entscheidend für die Optimierung der Rüstzeiten und das Erreichen der erforderlichen Teilegenauigkeit.
3-Achsen-Fräsen (X, Y, Z)
In einer 3-Achsen-Konfiguration bewegt sich das Schneidwerkzeug über drei lineare Achsen: X (links und rechts), Y (vorwärts und rückwärts) und Z (oben und unten). Das Werkstück bleibt stationär auf dem Maschinentisch. Dieser Aufbau ist äußerst effektiv für die Herstellung flacher 2,5D-Teile, einfacher Halterungen und Grundplatten. Die Hauptbeschränkung beim 3-Achsen-Fräsen ist der Werkzeugzugriff. Wenn für ein Teil Merkmale erforderlich sind, die in mehreren Flächen bearbeitet werden müssen, muss der Bediener die Maschine manuell anhalten, das Teil ausspannen, drehen und das Arbeitskoordinatensystem wiederherstellen. Bei jeder manuellen Einrichtung besteht die Gefahr von Stapeltoleranzen und Positionsfehlern.
4-Achsen-Fräsen (Hinzufügung der A-Achse)
Eine 4-Achsen-Maschine umfasst die standardmäßigen X-, Y- und Z-Linearbewegungen und fügt gleichzeitig eine Rotationsachse hinzu. Dies ist typischerweise die A-Achse, die sich um die X-Achse dreht. Dies erreichen Sie in der Regel durch die Montage eines Drehtisches oder Indexierers am Maschinenbett. Durch die Hinzufügung der vierten Achse kann die Maschine ohne manuellen Eingriff auf mehrere Seiten eines Werkstücks zugreifen. Dies ist besonders vorteilhaft für die Bearbeitung zylindrischer Merkmale und das kontinuierliche Schneiden um einen Zylinder herum. Es reduziert den Einrichtungsaufwand, indem bis zu vier Flächen eines prismatischen Blocks in einem einzigen Arbeitsgang der Schneidspindel ausgesetzt werden.
5-Achsen-Fräsen (Zusatz von B- oder C-Achse)
Das 5-Achsen-Fräsen stellt die höchste Stufe der subtraktiven geometrischen Möglichkeiten dar. Diese Maschinen fügen den standardmäßigen drei Linearachsen zwei Rotationsachsen hinzu. Die Konfiguration kann einen kippbaren Drehtisch (Trunnion) oder einen Gelenkspindelkopf umfassen. Bei der 3+2-Positionsbearbeitung richten die Rotationsachsen das Teil in einem bestimmten Winkel aus, rasten ein und der Schnitt erfolgt über die drei Linearachsen. Bei der vollständigen 5-Achsen-Simultanbearbeitung bewegen sich alle fünf Achsen kontinuierlich und gleichzeitig. Diese Fähigkeit ist für die Herstellung von Laufrädern für die Luft- und Raumfahrt, komplexen medizinischen Implantaten, Turbinenschaufeln und komplizierten organischen Geometrien von entscheidender Bedeutung. Zu den Kompromissen gehören eine deutlich höhere Anfangsinvestition, der Bedarf an fortschrittlicher CAM-Programmiersoftware und der Bedarf an hochqualifizierten Bedienern für die komplexe Werkzeugwegüberprüfung und Kollisionsvermeidung.
| Achsenkonfiguration | Primärbewegung | Beste Anwendungs | -Setup-Effizienz |
|---|---|---|---|
| 3-Achsen | X, Y, Z Linear | Flache Platten, einfache Halterungen | Niedrig (manuelles Umdrehen erforderlich) |
| 4-Achsen | X, Y, Z + A (Rotation) | Zylindrische Teile, mehrseitige Blöcke | Mittel (Zugriff auf 4 Seiten) |
| 5-Achsen (3+2) | X, Y, Z + B, C (Position) | Komplexe mehrseitige Teile | Hoch (Zugriff auf 5 Seiten) |
| 5-Achsen (simultan) | Alle 5 Achsen bewegen sich gemeinsam | Laufräder, Turbinenschaufeln | Sehr hoch (komplexe Konturen) |
Bewertung von CNC-Fräsmaschinen für Ihre Produktionshalle
Die Beschaffung der richtigen Ausrüstung erfordert eine systematische Bewertung der aktuellen und zukünftigen Fertigungsanforderungen. Wenn die Maschinenspezifikationen nicht mit den tatsächlichen Produktionsanforderungen in Einklang gebracht werden, führt dies zu erheblichen betrieblichen Ineffizienzen.
Das Problem Framing legt die Erfolgskriterien für die Investition fest. Entwicklungs- und Beschaffungsteams müssen Produktionsanforderungen basierend auf der Materialhärte, den erforderlichen Maßtoleranzen, den Spezifikationen für die Oberflächenbeschaffenheit und den geplanten Losgrößen definieren. Eine Anlage, die große Mengen an kleinen Aluminiumgehäusen mit engen Toleranzen herstellt, erfordert eine völlig andere Maschinenarchitektur als eine Werkstatt, die sich auf hochbelastbare Stahlformen in kleinen Stückzahlen konzentriert. Durch die Festlegung dieser Parameter wird der Erwerb nicht übereinstimmender Technologie verhindert.
Eine Feature-to-Outcomes-Matrix hilft dabei, technische Spezifikationen in greifbare Produktionsvorteile umzusetzen. Durch die Bewertung spezifischer Maschineneigenschaften anhand der gewünschten Ergebnisse wird sichergestellt, dass die Investition auf die richtigen Betriebskennzahlen abzielt.
Hohes Drehmoment/niedrige Drehzahl: Ergebnis = Effiziente, ratterfreie Bearbeitung von Werkzeugstählen und Superlegierungen ohne Blockieren der Spindel oder übermäßigen Werkzeugverschleiß.
Hohe Drehzahl/niedriges Drehmoment: Ergebnis = hervorragende Oberflächengüte und außergewöhnlich schnelle Zykluszeiten auf Aluminium, Messing und technischen Kunststoffen.
Thermische Kompensation: Ergebnis = Aufrechterhaltung der volumetrischen Genauigkeit bei langen, kontinuierlichen Produktionsläufen, automatische Anpassung an die strukturelle Ausdehnung, wenn sich der Maschinenguss erwärmt.
Skalierbarkeit und Automatisierung müssen im Bewertungsprozess berücksichtigt werden. Bei steigenden Produktionsmengen muss die Maschine automatisierte Arbeitsabläufe unterstützen. Durch die Bewertung der Integrationsmöglichkeiten für Palettenpools können Teile außerhalb des Maschinenbereichs geladen werden, während die Spindel aktiv bleibt. Roboter-Teileladesysteme und Hochdruck-Kühlmittelzufuhr durch die Spindel sind entscheidende Merkmale für zuverlässige, spannungslose Fertigungsschichten. Dies maximiert die Gesamteffektivität der Ausrüstung.
Umsetzungsrealitäten und versteckte Kosten
Der Einsatz fortschrittlicher Fertigungsanlagen bringt logistische und infrastrukturelle Herausforderungen mit sich, die weit über die Lieferung der Maschine selbst hinausgehen. Die Vorbereitung der Produktionsumgebung ist eine kritische Phase der Implementierung.
Die Anforderungen der Anlage bestimmen die physische Umgebung, die erforderlich ist, damit die Maschine innerhalb der angegebenen Spezifikationen betrieben werden kann. Hochleistungsfräszentren erfordern Stahlbetonfundamente bestimmter Tiefen. Dies verhindert die Übertragung harmonischer Schwingungen bei starker Zerspanung. Die Anlage muss eine stabile 3-Phasen-Stromversorgung, saubere Druckluft in großen Mengen und eine ausreichende Belüftung bieten. Für Anwendungen, die Präzision im Mikrometerbereich erfordern, muss die Maschine in einer streng klimatisierten Umgebung untergebracht werden. Schwankungen der Umgebungstemperatur führen dazu, dass sich der Maschinenguss und das Werkstück ausdehnen und zusammenziehen, wodurch die Maßhaltigkeit beeinträchtigt wird.
Die Investitionsausgaben für Werkzeuge und Spannvorrichtungen machen einen erheblichen, oft unterschätzten Teil der Gesamtinvestition aus. Eine bloße Maschine kann keine Teile produzieren. Für die Ausstattung der Plattform sind hochwertige Präzisionsschraubstöcke, kundenspezifische Nullpunkt-Aufspannplatten, ausgewogene Werkzeughalter und ein umfangreicher Bestand an Hartmetall- oder diamantbeschichteten Schaftfräsern erforderlich. Diese wichtigen Zubehörteile erhöhen regelmäßig die anfängliche Maschineninvestition um erhebliche Prozentpunkte und müssen bei der Vorabbudgetzuweisung berücksichtigt werden.
Die Talentakquise stellt in der aktuellen Fertigungslandschaft ein ernstes betriebliches Risiko dar. Aufgrund des Fachkräftemangels ist die Anschaffung der Hardware oft einfacher als das Personal für den Betrieb zu finden. Der Betrieb komplexer Mehrachsengeräte erfordert die Einstellung oder umfassende Schulung von Personal, das über fortgeschrittene CAM-Programmierung, Makrovariablenlogik und umfassende Maschinenfehlersuche verfügt. Ohne kompetente Programmierer und Einrichtungstechniker wird selbst die fortschrittlichste Maschine nicht in der Lage sein, die geplante Leistung zu erbringen.
Eigeninvestition vs. Outsourcing an ein CNC-Bearbeitungszentrum
Die Entscheidung, ob interne Produktionskapazitäten aufgebaut oder externe Lieferanten genutzt werden sollen, ist ein strategischer Scheideweg. Diese Entscheidung hängt von der Kapitalallokation, der Risikotoleranz und der Stabilität des Produktionsvolumens ab.
Es ist eine gründliche Analyse der Investitionsausgaben im Vergleich zu den Betriebsausgaben erforderlich. Der Kauf einer Maschine ist mit einem enormen Vorabinvestitionsaufwand, anschließender Abschreibung und laufenden Gemeinkosten verbunden. Der Kauf fertiger Teile von einem externen Partner verschiebt das Finanzmodell hin zu variablen Betriebsausgaben. Für Unternehmen mit unerprobten Produktlinien oder stark schwankender Nachfrage schränkt die Bindung von Kapital in Schwermaschinen die finanzielle Flexibilität ein. Bei ausgereiften Produkten mit stabilen Prognosen für hohe Stückzahlen sichert die Internalisierung der Produktion die Marge des Lieferanten und verbessert die langfristige Rentabilität.
Die Auslastungsraten bestimmen die finanzielle Rentabilität der internen Ausrüstung. Stillgelegte Maschinen sind eine direkte Belastung für das Kapital. Um eine positive Kapitalrendite zu erzielen, ist bei Eigenanlagen typischerweise eine Mindestauslastungsschwelle von 60 bis 70 Prozent erforderlich. Wenn das Teilevolumen eines Unternehmens eine Maschine nur an zwei Tagen pro Woche am Laufen hält, werden die Abschreibungen und Anlagenkosten die wahrgenommenen Einsparungen der internen Produktion bei weitem überwiegen.
Outsourcing fungiert als wirksamer Mechanismus zur Risikominderung. Durch die Beauftragung eines etablierten Lieferanten werden die inhärenten Risiken der Maschinenwartung, des Werkzeugverschleißes, der CAM-Programmierfehler und der Materialausschussraten direkt auf den Lieferanten übertragen. Diese Anordnung bietet enorme Flexibilität. Es ermöglicht Unternehmen, die Produktionskapazität sofort zu erhöhen oder zu verringern, ohne Personal einzustellen oder Vermögenswerte zu liquidieren. Es ermöglicht internen Teams, sich vollständig auf Produktdesign, Montage und Marktvertrieb zu konzentrieren.
Abschluss
Führen Sie mithilfe fortschrittlicher CAM-Software eine umfassende Zeitstudie für Ihre Kernteile durch, um genaue Basislinien für die Zykluszeit festzulegen.
Fordern Sie bei Werkzeugmaschinenherstellern physische Testschnitte unter Verwendung Ihres tatsächlichen Teilematerials an, um die Steifigkeit und die Oberflächenbeschaffenheit zu überprüfen.
Überprüfen Sie die Qualitätskontrollprozesse und ISO-Zertifizierungen potenzieller externer Fertigungspartner, um sicherzustellen, dass diese Ihren spezifischen Industriestandards entsprechen.
Berechnen Sie Ihre prognostizierte Maschinenauslastung auf der Grundlage einer 12-Monats-Produktionsprognose, um festzustellen, ob eine interne Anschaffung finanziell sinnvoll ist.
FAQ
F: Was ist der Unterschied zwischen einer CNC-Fräsmaschine und einer CNC-Drehmaschine?
A: Eine Fräsmaschine hält das Werkstück stationär, während sich rotierende Schneidwerkzeuge darum bewegen, um Material abzutragen, ideal für flache oder komplexe prismatische Teile. Eine Drehmaschine dreht das Werkstück selbst mit hoher Geschwindigkeit, während ein stationäres Schneidwerkzeug es formt, was sie ideal für zylindrische oder symmetrische Teile macht.
F: Welche Materialien können auf einer CNC-Fräse bearbeitet werden?
A: Diese Maschinen können eine Vielzahl fester Materialien verarbeiten. Zu den gängigen Metallen gehören Aluminium, Stahl, Edelstahl, Messing und Titan. Sie verarbeiten auch effektiv technische Kunststoffe wie PEEK, POM, Nylon und Polycarbonat sowie spezielle fortschrittliche Verbundwerkstoffe und Werkzeugplatten.
F: Was ist der Unterschied zwischen einer Standard-CNC-Fräse und einem CNC-Bearbeitungszentrum?
A: Eine Standardmühle verfügt oft über eine offene Architektur und erfordert manuelle Werkzeugwechsel. Ein Bearbeitungszentrum ist eine vollständig geschlossene, automatisierte Produktionseinheit, die mit einem automatischen Werkzeugwechsler (ATC), Hochdruckkühlsystemen und Späneförderern ausgestattet ist und für die kontinuierliche Fertigung großer Stückzahlen ausgelegt ist.
F: Wie hoch ist die typische Lebensdauer einer CNC-Fräsmaschine?
A: Bei sorgfältiger vorbeugender Wartung kann eine hochwertige Industriemaschine 15 bis 20 Jahre lang effektiv funktionieren. Es kann jedoch sein, dass die Steuerelektronik und die Servosysteme veraltet sind oder nachgerüstet werden müssen, bevor die schwere mechanische Struktur aus Gusseisen beschädigt wird.
F: Welche Toleranzen kann eine Standard-CNC-Fräse einhalten?
A: Eine gut gewartete, stabile Industriemaschine, die in einer klimatisierten Umgebung betrieben wird, kann Maßtoleranzen zwischen ±0,0005 Zoll und ±0,001 Zoll zuverlässig einhalten. Engere Toleranzen sind erreichbar, erfordern jedoch spezielle Werkzeuge, thermische Kompensation und streng kontrollierte Bearbeitungsstrategien.
F: Was ist der Unterschied zwischen 3+2-Bearbeitung und simultanem 5-Achsen-Fräsen?
A: Bei der 3+2-Bearbeitung positionieren die beiden Rotationsachsen das Teil in einem festen Winkel und verriegeln es, während die drei Linearachsen den Schnitt übernehmen. Beim simultanen 5-Achsen-Fräsen bewegen sich alle fünf Achsen kontinuierlich gleichzeitig, sodass das Werkzeug komplexen, geschwungenen 3D-Konturen folgen kann.
Verwandte Artikel
-
 Sehr geehrte Kunden und Geschäftspartner, um die nationalen Exportkontrollgesetze und -vorschriften strikt einzuhalten und internationale Verpflichtungen zu erfüllen und sicherzustellen, dass unsere exportierten CNC-Fräsmaschinen und CNC-Drehmaschinen vollständig legal und konform sind, informieren wir Sie hiermit über die relevanten Richtlinien zumUnternehmensnachrichten
Sehr geehrte Kunden und Geschäftspartner, um die nationalen Exportkontrollgesetze und -vorschriften strikt einzuhalten und internationale Verpflichtungen zu erfüllen und sicherzustellen, dass unsere exportierten CNC-Fräsmaschinen und CNC-Drehmaschinen vollständig legal und konform sind, informieren wir Sie hiermit über die relevanten Richtlinien zumUnternehmensnachrichten -
 Das Verständnis, welche Werkzeugmaschine für die Bearbeitung welches Materials am besten geeignet ist, kann Bearbeitungsbetrieben und Werkzeugmaschinenvertretern dabei helfen, die optimale Wahl zu treffen. In diesem Artikel werden die Materialien vorgestellt, die mit CNC-Fräsmaschinen, CNC-Drehmaschinen und CNC-Bearbeitungszentren am effektivsten bearbeitet werden können.Neuigkeiten aus der CNC-Maschinenindustrie
Das Verständnis, welche Werkzeugmaschine für die Bearbeitung welches Materials am besten geeignet ist, kann Bearbeitungsbetrieben und Werkzeugmaschinenvertretern dabei helfen, die optimale Wahl zu treffen. In diesem Artikel werden die Materialien vorgestellt, die mit CNC-Fräsmaschinen, CNC-Drehmaschinen und CNC-Bearbeitungszentren am effektivsten bearbeitet werden können.Neuigkeiten aus der CNC-Maschinenindustrie -
 Vergleichen Sie CNC-Fräsen mit Drehen. Lernen Sie die Unterschiede in Kinematik, Geometrie, Kosten und Automatisierung kennen, um die richtige Maschine für Ihre Produktion auszuwählen.Produktneuigkeiten
Vergleichen Sie CNC-Fräsen mit Drehen. Lernen Sie die Unterschiede in Kinematik, Geometrie, Kosten und Automatisierung kennen, um die richtige Maschine für Ihre Produktion auszuwählen.Produktneuigkeiten





