



انتقال از فرز دستی به کنترل عددی کامپیوتری نشان دهنده یک تغییر عظیم در تولید تفریقی است. این امکان تولید قطعات قابل تکرار و با تحمل بالا را در مقیاس فراهم می کند. الف ماشین فرز CNC با استفاده از ابزارهای چرخشی برش چند نقطه ای که توسط دستورالعمل های برنامه ریزی شده هدایت می شوند، مواد را از یک بلوک خام به طور خودکار حذف می کند. این فناوری ستون فقرات تولید صنعتی مدرن را تشکیل می دهد.
عدم تناسب پیچیدگی قطعات، مواد مورد نیاز و حجم تولید با مشخصات دستگاه اشتباه منجر به هزینه های سرمایه ای متورم، زمان نصب بیش از حد، و به خطر افتادن کیفیت قطعه می شود. انتخاب تجهیزات با استحکام ناکافی، تیم های مهندسی را مجبور به راه حل های مداوم می کند. این در نهایت توان عملیاتی کلی را کاهش می دهد. تعیین بیش از حد یک ماشین منجر به استفاده ناکافی از دارایی ها و هدر رفتن منابع می شود.
درک مکانیک دقیق، پیکربندی محورها و محدودیت های عملیاتی یک پلت فرم فرز الزامی است. تیم های مهندسی و تدارکات باید ارزیابی کنند که آیا در تجهیزات داخلی سرمایه گذاری کنند یا با یک متخصص قرارداد ببندند مرکز ماشینکاری CNC . تسلط بر این اصول به سازمان ها کمک می کند تا استراتژی های تولید را با تقاضاهای واقعی تولید هماهنگ کنند.
دقت کسر: ماشینهای فرز CNC از ابزارهای برش خودکار و دوار برای حذف مواد از یک قطعه کار ثابت یا چرخان چند محوره استفاده میکنند و به تحملهایی اغلب کمتر از 0.0005 ± اینچ دست مییابند.
قابلیت پیکربندی: انتخاب بین ماشینهای 3 محور، 4 محور و 5 محور مستقیماً بر فرکانس راهاندازی، دسترسی ابزار و توانایی ماشینکاری هندسههای ارگانیک پیچیده تأثیر میگذارد.
منبع یابی استراتژیک: تولید با ترکیب بالا و کم حجم اغلب به نفع برون سپاری به یک مرکز ماشینکاری CNC تاسیس شده است، در حالی که تولید قطعات اختصاصی با حجم بالا، خرید ماشین آلات داخلی را توجیه می کند.
مکانیک: چگونه یک ماشین فرز CNC کار می کند
تولید کسر بر اساس اصولی کاملا متفاوت از فرآیندهای افزایشی مانند چاپ سه بعدی عمل می کند. به جای ساختن یک لایه لایه لایه، یک ماشین فرز با یک بلوک جامد از مواد خام شروع به کار می کند. ما به این شمش یا قطعه کار می گوییم. از طریق استفاده از ابزارهای برش چرخشی با سرعت بالا، دستگاه به طور سیستماتیک مواد را برش می دهد تا زمانی که فقط هندسه نهایی مورد نظر باقی بماند. این فرآیند قطعات محکم و همگن با یکپارچگی ساختاری استثنایی ایجاد می کند.
رابط برش مستقیم متکی به یک ابزار برش چرخان و استوانه ای است که در امتداد مسیرهای ابزار برنامه ریزی شده متعدد هدایت می شود. ابزارهایی مانند آسیاب انتهایی، آسیاب های صورت و مته ها هندسه های خاصی را در قطعه کار حک می کنند. آسیاب های صورت به سرعت مناطق مسطح بزرگ را پاک می کنند. آسیاب های انتهایی کوچکتر شکاف های پیچیده، جیب های عمیق، سوراخ های دقیق و خطوط سه بعدی پیچیده را برش می دهند. تعامل بین لبه برش و قطعه کار باعث تولید تراشه می شود. این تراشه ها به طور موثر گرما را از ناحیه برش دور می کنند و از خواص متالورژیکی قسمت نهایی محافظت می کنند.
تنوع مواد قطعه کار پارامترهای عملیاتی مورد نیاز برای فرزکاری موفق را دیکته می کند. مواد مختلف به سرعت اسپیندل، نرخ تغذیه و هندسه ابزار خاص نیاز دارند. ماشینکاری آلومینیوم نیاز به دورهای در دقیقه بالا و نرخ تغذیه تهاجمی دارد تا از جوشکاری مواد به ابزار جلوگیری شود. برش آلیاژهای سخت مانند فولاد ضد زنگ یا تیتانیوم به نصب سخت، سرعت اسپیندل کمتر و گشتاور بالا برای غلبه بر استحکام برشی مواد نیاز دارد. پلاستیک های مهندسی مانند POM، PEEK و نایلون به ابزار دقیق و مدیریت حرارتی دقیق برای جلوگیری از ذوب یا تاب برداشتن در طول فرآیند برش نیاز دارند.
| نوع ماده | سرعت اسپیندل معمولی (RPM) | ابزار مورد نیاز | استراتژی خنک کننده |
|---|---|---|---|
| آلومینیوم (6061-T6) | 10000 - 15000+ | کاربید بدون پوشش، 2-3 فلوت | سیل یا مه پرفشار |
| فولاد ضد زنگ (304/316) | 3000 - 6000 | کاربید پوشش داده شده TiAlN، 4-5 فلوت | خنک کننده سیل شدید |
| تیتانیوم (Ti-6Al-4V) | 1000 - 3000 | پوشش تخصصی، هلیکس بالا | اسپیندل از طریق فشار بالا |
| مهندسی پلاستیک (PEEK) | 6000 - 10000 | لبه بسیار صیقلی، تیز | انفجار هوا یا مه نور |
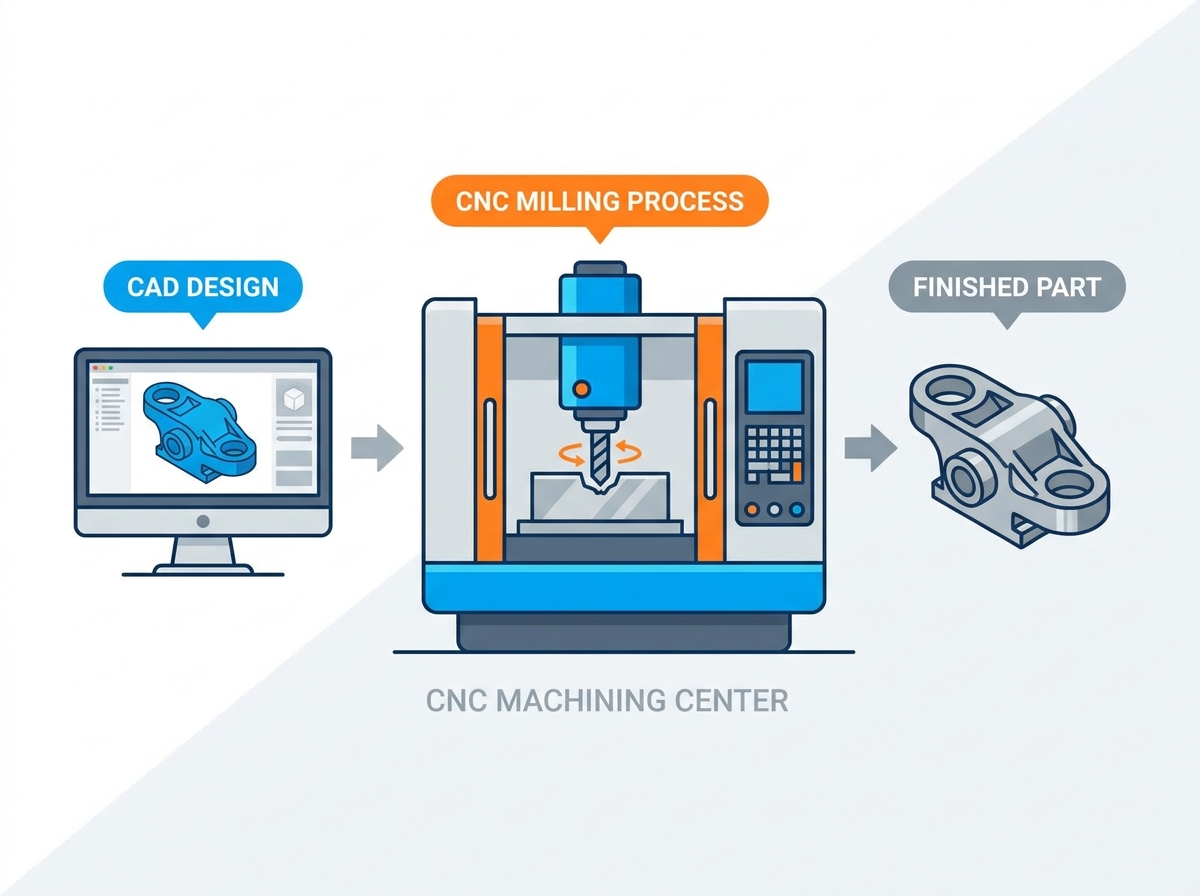
فرآیند ترجمه نرمافزار به سختافزار، شکاف بین هدف دیجیتال و اجرای فیزیکی را پر میکند. گردش کار از یک توالی دقیق پیروی می کند:
تیم مهندسی یک مدل سه بعدی CAD از قطعه مورد نظر ایجاد می کند.
مدل به نرم افزار CAM (Computer-Aided Manufacturing) وارد شده است.
برنامه نویس ابزارهای برش، سرعت و تغذیه را در محیط CAM انتخاب می کند.
نرم افزار CAM مسیرهای ابزار بهینه شده را بر اساس پارامترهای انتخاب شده ایجاد می کند.
نرم افزار این داده ها را در کد G پس پردازش می کند.
G-code زبان برنامه نویسی استاندارد شده ای است که کنترل حرکت را دیکته می کند. دقیقاً به ماشین می گوید که در فضای سه بعدی کجا حرکت کند. کدهای M کنترل عملکرد ماشین را کنترل می کنند. اینها شامل فعال کردن مایع خنک کننده با فشار بالا، ایجاد تغییرات ابزار و کنترل جهت اسپیندل است.
سکوهای فرز مدرن برای حفظ دقت مطلق به سیستم های بازخورد حلقه بسته متکی هستند. سروو موتورها بال اسکروهایی را که محورهای دستگاه را حرکت می دهند هدایت می کنند. ترازوهای شیشه ای با وضوح بالا یا رمزگذارهای چرخشی دائماً موقعیت فیزیکی واقعی آن محورها را کنترل می کنند. این داده های موقعیتی در زمان واقعی به کنترل کننده ماشین باز می گردند. اگر کنترلر هر گونه اختلاف بین مختصات برنامه ریزی شده و موقعیت واقعی ابزار را تشخیص دهد، فوراً تنظیمات میکرو اصلاحی را اعمال می کند. این حلقه بازخورد مداوم واکنش مکانیکی را کاهش می دهد و تضمین می کند که دستگاه بدون توجه به نیروهای برشی یا انبساط حرارتی به تلورانس های دقیق برخورد می کند.
اجزای اصلی یک مرکز ماشینکاری CNC مدرن
تکامل تولید کاهشی خطوط بین یک ماشین فرز پایه و یک پلت فرم تولید جامع را محو کرده است. یک ماشین فرز استاندارد معمولاً دارای معماری باز است. این نیاز به مداخله دستی قابل توجهی برای تغییرات ابزار و مدیریت تراشه دارد. یک مرکز ماشینکاری مدرن، یک سیستم کاملاً بسته است که با تعویضکنندههای خودکار ابزار، سیستمهای خنککننده با فشار بالا از طریق اسپیندل و نوار نقالههای تراشه خودکار یکپارچه شده است. این ادغام ها تجهیزات را از یک ابزار برش ساده به یک دارایی تولید مداوم با قابلیت اجرای عملیات خاموش کردن چراغ تبدیل می کند.
واحد کنترل ماشین به عنوان مغز کل سیستم عمل می کند. این کد G را تفسیر می کند و حرکت هماهنگ تمام سروو موتورها و سیستم های کمکی را هماهنگ می کند. معماری های کنترل به طور کلی به دو دسته تقسیم می شوند. کنترل های اختصاصی توسعه یافته توسط سازنده ماشین اغلب دارای رابط های برنامه نویسی مکالمه ای هستند که برای سخت افزار خاص خود بهینه شده اند. معماری های باز استاندارد صنعتی مانند FANUC یا زیمنس آشنایی جهانی را ارائه می دهند. این امر استخدام اپراتورهایی را که قبلاً دانش برنامه نویسی مورد نیاز را دارند آسان تر می کند.
دینامیک اسپیندل میزان حذف مواد را تعیین می کند که یک ماشین می تواند به دست آورد. دوک ابزار برش را نگه می دارد و می چرخاند. عملکرد آن با قابلیت های RPM، منحنی گشتاور و نوع مخروطی آن مشخص می شود. دوک های پرسرعت بیش از 15000 RPM برای برش های سریع و سبک در آلومینیوم و پلاستیک ایده آل هستند. دوکهای با گشتاور بالا که در دورهای پایینتر کار میکنند برای زبر کردن سنگین در فولادهای ابزار و سوپرآلیاژها ضروری هستند. نوع مخروطی استحکام اتصال ابزار را تعیین می کند. مخروطیهای HSK با سرعتهای بالا منبسط میشوند تا نگهدارنده ابزار را محکمتر بگیرند. این ویژگیهای خروجی برتر را در هنگام ماشینکاری با سرعت بالا در مقایسه با مخروطیهای استاندارد CAT40 ارائه میکند.
تعویض خودکار ابزار (ATC) زمان چرخه را به شدت کاهش می دهد. این نیاز به مداخله اپراتور بین عملیات های مختلف ماشینکاری را از بین می برد. چرخ فلک ها و ATC های کناری از 12 تا بیش از صد ابزار برش از پیش اندازه گیری شده را ذخیره می کنند. هنگامی که برنامه ابزار جدیدی را فراخوانی می کند، ATC ابزار فعلی در اسپیندل را با ابزار درخواستی در عرض چند ثانیه تعویض می کند. این قابلیت به یک ماشین اجازه می دهد تا عملیات روکشی، خشن کردن، تکمیل، حفاری و ضربه زدن را در یک راه اندازی واحد و بدون وقفه انجام دهد.
اساس حرکت ماشین بر سیستم راهنما آن متکی است. انتخاب بین راهنماهای خطی و راه های جعبه اساساً بر کاربرد دستگاه تأثیر می گذارد.
راه های جعبه ای: این ها دارای راهنماهای مستطیلی و مستطیلی هستند که حداکثر تماس با سطح را فراهم می کنند. آنها استحکام استثنایی و میرایی ارتعاش عالی را ارائه می دهند. این باعث میشود که آنها برای برشهای سنگین و منقطع در مواد سخت مانند تیتانیوم و اینکونل انتخاب ارجح باشند.
راهنماهای خطی: این ها از بلبرینگ های چرخشی یا غلتک های روی ریل های پروفیلی استفاده می کنند. آنها اصطکاک کمتری را ارائه می دهند و سرعت عبور سریعتر و شتاب بالاتر را ممکن می سازند. راهنماهای خطی برای کاربردهای ماشینکاری با سرعت بالا که در آن چابکی و سرعت کانتورینگ بر نیروی برش بی رحم اولویت دارند، ایده آل هستند.
پیکربندی محورها و قابلیت های تولید
تعداد محورهای قابل برنامه ریزی در یک ماشین فرز، قابلیت های هندسی آن را مشخص می کند. مستقیماً بر استراتژی تولید تأثیر می گذارد. انتخاب پیکربندی صحیح برای بهینه سازی زمان راه اندازی و دستیابی به دقت قطعه مورد نیاز ضروری است.
فرز 3 محوره (X، Y، Z)
در پیکربندی 3 محوره، ابزار برش در سه محور خطی حرکت می کند: X (چپ و راست)، Y (به جلو و عقب)، و Z (بالا و پایین). قطعه کار روی میز دستگاه ثابت می ماند. این تنظیم برای تولید قطعات مسطح، 2.5 بعدی، براکت های ساده و صفحات پایه بسیار موثر است. محدودیت اصلی فرز سه محوره دسترسی به ابزار است. اگر قطعه ای نیاز به ویژگی هایی دارد که در چند وجه ماشین کاری شده اند، اپراتور باید به صورت دستی دستگاه را متوقف کند، قطعه را جدا کند، آن را بچرخاند و سیستم مختصات کار را مجدداً برقرار کند. هر تنظیم دستی پتانسیل تلورانس ها و خطاهای موقعیتی را معرفی می کند.
فرز 4 محور (اضافه شدن محور A)
یک ماشین 4 محوره حرکات خطی استاندارد X، Y و Z را در کنار یک محور چرخشی اضافه می کند. این معمولاً محور A است که حول محور X می چرخد. شما معمولاً با نصب میز چرخشی یا ایندکسر روی تخت دستگاه به این امر دست می یابید. اضافه شدن محور چهارم به دستگاه اجازه می دهد تا بدون دخالت دستی به چند طرف قطعه کار دسترسی پیدا کند. به ویژه برای ماشینکاری ویژگی های استوانه ای و انجام برش مداوم در اطراف یک سیلندر مفید است. با قرار دادن حداکثر چهار وجه یک بلوک منشوری در معرض دوک برش در یک عملیات، تنظیمات را کاهش می دهد.
فرز 5 محوره (افزودن محور B یا C)
فرز 5 محوره نشان دهنده بالاترین سطح قابلیت هندسی تفریقی است. این ماشین ها دو محور چرخشی را به سه محور خطی استاندارد اضافه می کنند. این پیکربندی میتواند شامل یک میز چرخشی کجشده (Trunnion) یا یک سر دوک مفصلی باشد. در ماشینکاری موقعیتی 3+2، محورهای چرخشی قطعه را به یک زاویه خاص جهت می دهند، در جای خود قفل می کنند و برش با استفاده از سه محور خطی انجام می شود. در ماشینکاری کامل 5 محوره همزمان، هر پنج محور به طور پیوسته و همزمان حرکت می کنند. این قابلیت برای ساخت پروانه های هوافضا، ایمپلنت های پزشکی پیچیده، پره های توربین و هندسه های پیچیده آلی ضروری است. معاوضه ها شامل سرمایه گذاری اولیه به میزان قابل توجهی بالاتر، نیاز به نرم افزار برنامه نویسی CAM پیشرفته، و نیاز به اپراتورهای بسیار ماهر برای مدیریت راستی آزمایی مسیر ابزار پیچیده و جلوگیری از برخورد است.
| Axis Configuration | Primary Motion | بهترین | کارایی راه اندازی برنامه |
|---|---|---|---|
| 3-محور | X، Y، Z خطی | صفحات تخت، براکت های ساده | کم (نیاز به چرخاندن دستی دارد) |
| 4-محور | X، Y، Z + A (چرخش) | قطعات استوانه ای، بلوک های چند وجهی | متوسط (دسترسی به 4 طرف) |
| 5-محور (3+2) | X، Y، Z + B، C (وضعیت) | قطعات پیچیده چند وجهی | بالا (دسترسی به 5 طرف) |
| 5 محور (همزمان) | هر 5 محور با هم حرکت می کنند | پروانه ها، پره های توربین | بسیار بالا (مکان های پیچیده) |
ارزیابی ماشین های فرز CNC برای طبقه تولید شما
تهیه تجهیزات مناسب مستلزم ارزیابی سیستماتیک تقاضاهای فعلی و آتی تولید است. عدم تطابق مشخصات دستگاه با نیازهای واقعی تولید منجر به ناکارآمدی شدید عملیاتی می شود.
چارچوب مسئله معیارهای موفقیت سرمایه گذاری را تعیین می کند. تیم های مهندسی و تدارکات باید الزامات تولید را بر اساس سختی مواد، تحمل ابعادی مورد نیاز، مشخصات پرداخت سطح و اندازه های دسته پیش بینی شده تعریف کنند. تاسیساتی که حجم بالایی از محفظههای آلومینیومی کوچک و با تحمل سخت را تولید میکند، به معماری ماشینی کاملاً متفاوتی نسبت به کارخانهای که بر روی قالبهای فولادی کم حجم و سنگین متمرکز است، نیاز دارد. ایجاد این پارامترها از دستیابی به فناوری نامتناسب جلوگیری می کند.
ماتریس ویژگیها به نتایج به ترجمه مشخصات فنی به مزایای تولید ملموس کمک میکند. ارزیابی ویژگیهای خاص ماشین در برابر نتایج مطلوب، تضمین میکند که سرمایهگذاری معیارهای عملیاتی درست را هدف قرار میدهد.
گشتاور بالا/دور در دقیقه کم: نتیجه = ماشینکاری کارآمد و بدون پیچ و تاب فولادهای ابزار و سوپرآلیاژها بدون گیرکردن دوک یا القای سایش بیش از حد ابزار.
RPM بالا/گشتاور پایین: نتیجه = پرداخت سطح عالی و زمان چرخه فوق العاده سریع روی آلومینیوم، برنج و پلاستیک های مهندسی شده.
جبران حرارتی: نتیجه = حفظ دقت حجمی در طول دوره های طولانی و مداوم تولید، به طور خودکار برای انبساط ساختاری با گرم شدن ریخته گری ماشین تنظیم می شود.
مقیاس پذیری و اتوماسیون باید در فرآیند ارزیابی لحاظ شود. با افزایش حجم تولید، دستگاه باید از گردش کار خودکار پشتیبانی کند. ارزیابی قابلیتهای یکپارچهسازی برای استخرهای پالت به قطعات اجازه میدهد تا در خارج از پاکت دستگاه بارگیری شوند در حالی که اسپیندل فعال باقی میماند. سیستمهای بارگذاری قطعات رباتیک و خنککننده با فشار بالا از طریق اسپیندل، ویژگیهای حیاتی برای فعال کردن تغییرات قابل اعتماد و خاموش در تولید هستند. این کارایی کلی تجهیزات را به حداکثر می رساند.
واقعیت های پیاده سازی و هزینه های پنهان
استقرار تجهیزات ساخت پیشرفته شامل چالش های لجستیکی و زیرساختی است که فراتر از تحویل خود ماشین است. آماده سازی محیط تولید یک مرحله حیاتی از اجرا است.
الزامات تسهیلات، محیط فیزیکی لازم را برای کارکرد ماشین با مشخصات اعلام شده دیکته می کند. مراکز فرز کاری با کارایی بالا به پایه های بتن مسلح با عمق های خاص نیاز دارند. این امر از انتقال ارتعاشات هارمونیک در حین برش سنگین جلوگیری می کند. تاسیسات باید برق 3 فاز پایدار، هوای فشرده تمیز با حجم بالا و تهویه کافی را تامین کند. برای کاربردهایی که نیاز به دقت در سطح میکرون دارند، دستگاه باید در یک محیط کاملاً تحت کنترل آب و هوا قرار گیرد. نوسانات دمای محیط باعث انبساط و انقباض دستگاه ریخته گری و قطعه کار می شود و دقت ابعاد را از بین می برد.
هزینههای سرمایهای ابزارآلات و سرمایهگذاری، بخش قابلتوجهی از کل سرمایهگذاری را نشان میدهد که اغلب دستکم گرفته میشود. یک ماشین لخت نمی تواند قطعات تولید کند. تجهیز این پلت فرم نیاز به گیره های دقیق با کیفیت بالا، صفحات ثابت نقطه صفر سفارشی، نگهدارنده ابزار متعادل، و موجودی گسترده ای از آسیاب های انتهایی کاربید یا پوشش داده شده با الماس دارد. این لوازم جانبی ضروری به طور معمول درصد قابل توجهی را به سرمایه گذاری اولیه ماشین اضافه می کنند و باید در تخصیص بودجه اولیه لحاظ شوند.
کسب استعدادها یک ریسک عملیاتی شدید در چشم انداز تولید فعلی را نشان می دهد. کمبود نیروی کار ماهر به این معنی است که دستیابی به سخت افزار اغلب آسان تر از یافتن پرسنلی برای اجرای آن است. بهره برداری از تجهیزات پیچیده چند محوری نیازمند استخدام یا آموزش گسترده پرسنلی است که قادر به برنامه نویسی پیشرفته CAM، منطق متغیر ماکرو و عیب یابی عمیق ماشین هستند. بدون برنامه نویسان ماهر و تکنسین های راه اندازی، حتی پیشرفته ترین ماشین ها نیز نمی توانند خروجی پیش بینی شده خود را ارائه دهند.
سرمایه گذاری داخلی در مقابل برون سپاری به یک مرکز ماشینکاری CNC
تصمیم گیری در مورد ایجاد ظرفیت تولید داخلی یا استفاده از تامین کنندگان خارجی یک چهارراه استراتژیک است. این تصمیم به تخصیص سرمایه، تحمل ریسک و ثبات حجم تولید بستگی دارد.
یک تحلیل مخارج سرمایه ای دقیق در مقابل هزینه های عملیاتی مورد نیاز است. خرید یک ماشین شامل هزینه سرمایه اولیه، استهلاک بعدی و هزینه های سربار مداوم است. خرید قطعات تمامشده از یک شریک خارجی، مدل مالی را به هزینههای عملیاتی متغیر تغییر میدهد. برای شرکت هایی با خطوط تولید ثابت نشده یا تقاضای بسیار بی ثبات، حبس سرمایه در ماشین آلات سنگین، چابکی مالی را محدود می کند. برای محصولات بالغ با پیش بینی های پایدار و با حجم بالا، داخلی سازی تولید حاشیه تامین کننده را جذب می کند و سودآوری بلندمدت را بهبود می بخشد.
نرخ بهرهبرداری، قابلیت مالی تجهیزات داخلی را تعیین میکند. ماشین آلات بیکار تخلیه مستقیم سرمایه هستند. برای دستیابی به بازگشت سرمایه مثبت، تجهیزات داخلی معمولاً به حداقل آستانه استفاده از 60 تا 70 درصد نیاز دارند. اگر حجم قطعات یک شرکت تنها دو روز در هفته ماشین را کار کند، هزینه های استهلاک و تسهیلات به مراتب بیشتر از صرفه جویی در تولید داخلی خواهد بود.
برون سپاری به عنوان یک مکانیسم قدرتمند برای کاهش ریسک عمل می کند. انعقاد قرارداد با یک تامین کننده مستقر خطرات ذاتی تعمیر و نگهداری ماشین، سایش ابزار، خطاهای برنامه نویسی CAM و نرخ ضایعات مواد را مستقیماً به فروشنده منتقل می کند. این ترتیب انعطاف پذیری فوق العاده ای را ارائه می دهد. این به شرکتها اجازه میدهد تا فوراً ظرفیت تولید را بدون استخدام کارمندان یا انحلال داراییها افزایش یا کاهش دهند. این تیمهای داخلی را قادر میسازد تا کاملاً بر طراحی محصول، مونتاژ و توزیع بازار تمرکز کنند.
نتیجه گیری
با استفاده از نرمافزار پیشرفته CAM، یک مطالعه جامع زمانی در بخشهای اصلی خود انجام دهید تا خطوط پایه زمانی چرخه دقیق را ایجاد کنید.
برش های آزمایشی فیزیکی را از سازندگان ماشین ابزار با استفاده از مواد قطعه واقعی خود برای تأیید صلبیت و قابلیت های پرداخت سطح درخواست کنید.
فرآیندهای کنترل کیفیت و گواهینامه های ISO هر شرکای تولیدی خارجی بالقوه را بررسی کنید تا مطمئن شوید که استانداردهای صنعت خاص شما را برآورده می کنند.
نرخ بهرهبرداری پیشبینیشده از ماشین خود را بر اساس پیشبینی تولید ۱۲ ماهه محاسبه کنید تا مشخص کنید آیا خرید داخلی از نظر مالی مقرونبهصرفه است یا خیر.
سوالات متداول
س: تفاوت بین دستگاه فرز CNC و تراش CNC چیست؟
A: یک ماشین فرز قطعه کار را ثابت نگه می دارد در حالی که ابزارهای برش دوار در اطراف آن حرکت می کنند تا مواد را حذف کنند که برای قطعات منشوری تخت یا پیچیده ایده آل است. یک ماشین تراش خود قطعه کار را با سرعت های بالا می چرخاند در حالی که یک ابزار برش ثابت به آن شکل می دهد و آن را برای قطعات استوانه ای یا متقارن ایده آل می کند.
س: چه موادی را می توان در آسیاب CNC ماشین کاری کرد؟
پاسخ: این ماشین ها می توانند مجموعه وسیعی از مواد جامد را پردازش کنند. فلزات رایج عبارتند از آلومینیوم، فولاد، فولاد ضد زنگ، برنج و تیتانیوم. آنها همچنین به طور موثر پلاستیک های مهندسی مانند PEEK، POM، نایلون، و پلی کربنات، و همچنین کامپوزیت های پیشرفته و تخته های ابزار را ماشین کاری می کنند.
س: تفاوت بین یک آسیاب استاندارد CNC و یک مرکز ماشینکاری CNC چیست؟
A: یک آسیاب استاندارد اغلب دارای معماری باز است و نیاز به تغییر دستی ابزار دارد. مرکز ماشینکاری یک واحد تولید کاملاً بسته و خودکار است که مجهز به تعویض ابزار خودکار (ATC)، سیستم های خنک کننده فشار بالا و نوار نقاله های تراشه ای است که برای تولید مداوم و با حجم بالا طراحی شده است.
س: طول عمر معمولی یک دستگاه فرز CNC چقدر است؟
A: با تعمیر و نگهداری پیشگیرانه دقیق، یک ماشین صنعتی با کیفیت بالا می تواند به طور موثر برای 15 تا 20 سال کار کند. با این حال، سیستم های الکترونیکی و سروو کنترل ممکن است منسوخ شوند یا قبل از تخریب ساختار مکانیکی چدن سنگین نیاز به مقاوم سازی داشته باشند.
س: یک آسیاب استاندارد CNC چه تلورانس هایی می تواند داشته باشد؟
A: یک ماشین صنعتی سفت و سخت که به خوبی نگهداری می شود و در یک محیط کنترل شده با آب و هوا کار می کند می تواند به طور قابل اعتماد تحمل ابعادی بین 0.0005 ± اینچ و 0.001 ± اینچ را حفظ کند. تلورانسهای سختتر قابل دستیابی هستند، اما به ابزارهای تخصصی، جبران حرارتی و استراتژیهای ماشینکاری بسیار کنترلشده نیاز دارند.
س: تفاوت بین ماشینکاری 3+2 و فرز همزمان 5 محوره چیست؟
الف: در ماشینکاری 3+2، دو محور چرخشی قطعه را در یک زاویه ثابت قرار می دهند و قفل می کنند، در حالی که سه محور خطی برش را انجام می دهند. در فرز 5 محوره همزمان، هر پنج محور به طور همزمان حرکت می کنند و به ابزار اجازه می دهد خطوط سه بعدی پیچیده و گسترده را دنبال کند.
مقالات مرتبط
-
 مشتریان گرامی و شرکای تجاری، به منظور رعایت دقیق قوانین و مقررات کنترل صادرات ملی و انجام تعهدات بین المللی، حصول اطمینان از اینکه ماشین های فرز CNC و تراش های CNC صادراتی ما کاملا قانونی و منطبق هستند، بدینوسیله سیاست های مربوطه را به شما اعلام می کنیم.اخبار شرکت
مشتریان گرامی و شرکای تجاری، به منظور رعایت دقیق قوانین و مقررات کنترل صادرات ملی و انجام تعهدات بین المللی، حصول اطمینان از اینکه ماشین های فرز CNC و تراش های CNC صادراتی ما کاملا قانونی و منطبق هستند، بدینوسیله سیاست های مربوطه را به شما اعلام می کنیم.اخبار شرکت -
 درک اینکه کدام ماشین ابزار برای ماشینکاری مناسب تر است، کدام ماده می تواند به کارخانه های ماشینکاری و عوامل ماشین ابزار در انتخاب بهینه کمک کند. این مقاله موادی را معرفی میکند که میتوانند به طور موثر توسط ماشینهای فرز CNC، ماشینهای تراش CNC و مراکز ماشینکاری CNC ماشینکاری شوند.اخبار صنعت ماشین آلات CNC
درک اینکه کدام ماشین ابزار برای ماشینکاری مناسب تر است، کدام ماده می تواند به کارخانه های ماشینکاری و عوامل ماشین ابزار در انتخاب بهینه کمک کند. این مقاله موادی را معرفی میکند که میتوانند به طور موثر توسط ماشینهای فرز CNC، ماشینهای تراش CNC و مراکز ماشینکاری CNC ماشینکاری شوند.اخبار صنعت ماشین آلات CNC -
 آسیاب CNC را با تراشکاری مقایسه کنید. تفاوت های سینماتیک، هندسه، هزینه و اتوماسیون را بیاموزید تا ماشین مناسب را برای تولید خود انتخاب کنید.اخبار محصول
آسیاب CNC را با تراشکاری مقایسه کنید. تفاوت های سینماتیک، هندسه، هزینه و اتوماسیون را بیاموزید تا ماشین مناسب را برای تولید خود انتخاب کنید.اخبار محصول





